




Artykuł z serii: Podstawy urządzeń automatyki - Mitsubishi Electric
Typowy dzień automatyka utrzymania ruchu składa się z paru elementarnych czynności. Po pierwsze z wysłuchania poprzedniej zmiany odnośnie tego co działo się na dyżurze. Wysłuchując kolegów oczywiście trzeba zaopatrzyć się w kawę, która w zależności od magicznych sił natury i prawa Murphy’ego zostanie czy też nie zostanie wypita. Jeśli nic do tej pory się nie wydarzyło to wypadałoby wykonać małą przechadzkę po liniach i szybką analizę „co idzie” (czyt. jakie linie aktualnie pracują). A więc spokój. W takie dni w większości przypadków pojawia się telefon „Automatyk dawaj! Maszyna stoi!”. Na miejscu szybka weryfikacja stanu rzeczy, obsługa oczywiście nic nie wie: „Stanęła i nie reaguje”, otwieramy szafę sterowniczą, a tam… Błąd sterownika PLC.
Diagnostyka sterownika jest ważnym elementem w posługiwaniu się nimi. Automatyk pracujący w dziale utrzymaniu ruchu powinien szybko i sprawnie wykryć i wyeliminować istniejące błędy. Dobry programista zdiagnozuje błąd po częstotliwości migania diody, a wyeliminuje go po dotknięciu sterownika. Dzisiaj parę słów o błędach sterownika FX5U firmy Mitsubishi Electric.
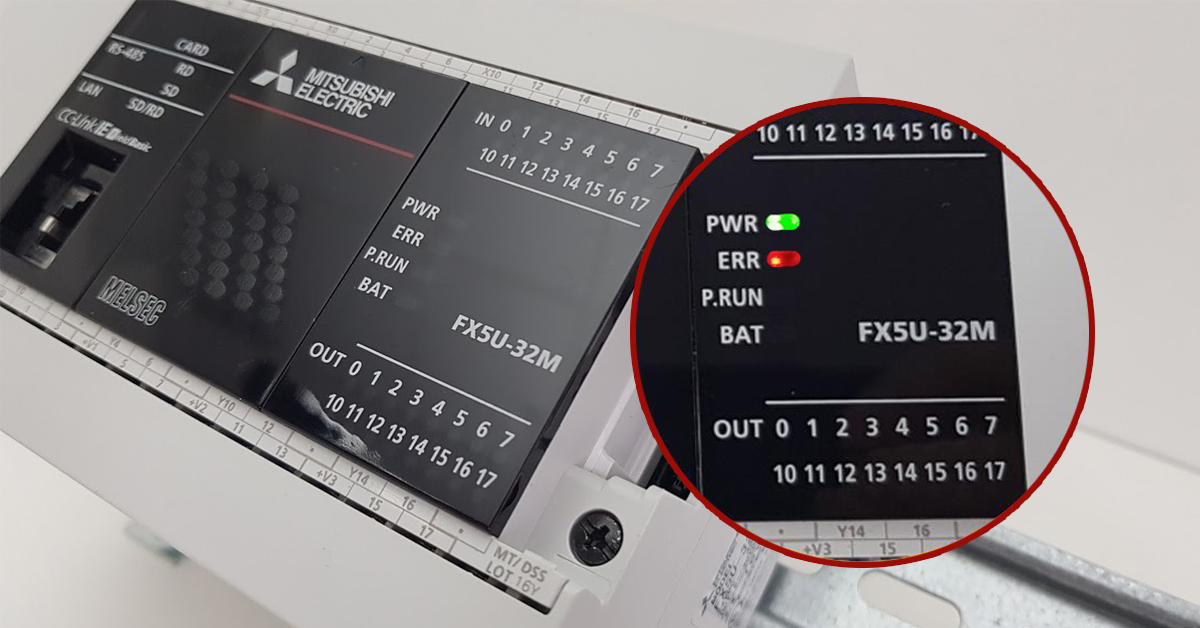
Diagnostyczne LED sterownika FX5U
Określenie czy sterownik PLC jest w błędzie jest bardzo proste, wystarczy na niego spojrzeć.

Na przodzie sterownika są 4 podstawowe diody LED informujące o aktualnym stanie pracy sterownika. Już tylko na ich podstawie można wywnioskować czy sterownik posiada błąd.
| Dioda/kolor | Opis |
PWR — |
Określa stan zasilania modułu CPU. ON: Zasilanie prawidłowe. OFF: Awaria zasilania lub błąd sprzętowy. |
ERR — |
Określa status błędu modułu CPU. ON: Wystąpił błąd programowy lub sprzętowy. FLASH: Wystąpienie błędu, trwa reset modułu. OFF: Normalna praca. |
P.RUN — |
Określa status wykonywania programu. ON: Praca normlana. FLASH: Program w stanie pauzy. OFF: Stop programu. |
BAT — |
Określa status baterii ON: Wystąpił błąd baterii. OFF: Normalna praca. |
Diagnostyka w GX Works3
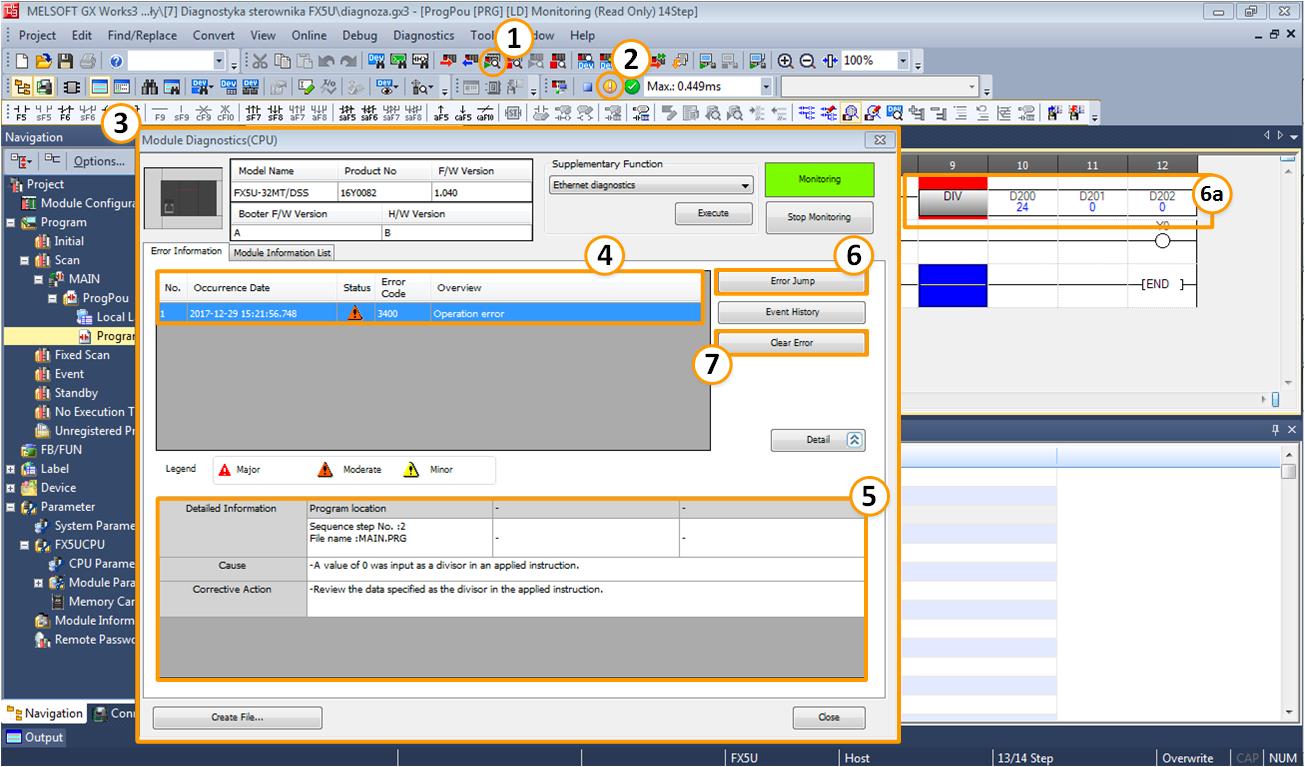
Diagnoza błędów sterownika FX5U jest przeprowadzana za pomocą środowiska GX Works3.
- W trybie monitorowania programu (1 pkt. na powyższym rysunku) charakterystyczną ikoną jest migający wykrzyknik na żółtym tle (2). Ta metoda jest pomocna podczas gdy nie mamy fizycznej możliwości na obejrzenie sterownika (np. gdy podłączamy się do niego zdalnie).
- Po kliknięciu na ww. wykrzyknik pojawi się moduł diagnostyczny sterownika (3). Są tu informacje na temat istniejących błędów (4) jak i ich stopień zagrożenia:
- Major – poważny
- Moderate – umiarkowany
- Minor – drobny
- Po zaznaczeniu interesującego nas błędu w tabeli (5) ukażą się szczegółowe informacje tj.:
- miejsce wystąpienia błędu,
- przyczyna pojawienia się błędu,
- zalecane działania eliminujące błąd.
- Jeśli błąd występuje np. w kodzie programu, bardzo szybko można wyświetlić jego lokalizację (6).
- Po kliknięciu przycisku [Error Jump], funkcja wywołująca błąd zostanie podświetlona na czerwono (6a).
- W poniższym przykładzie błąd wystąpił przy operacji matematycznej, dzieleniu przez zero. Po wyeliminowaniu przyczyny wystąpienia błędu, można go skasować przyciskiem [Clear Error] (7).
Klasyfikacja błędów
Powyżej zaprezentowany przykład błędu jest bardzo prosty, to zwykłe dzielenie przez zero. Ale takie „zwykłe” dzielenie przez zero w niejednej aplikacji może spowodować niemałych problemów np. przy obliczaniu położenia elementu maszyny, dlatego taki błąd powinien powodować natychmiastowe zatrzymanie wykonywania programu. Z kolei inna aplikacja, gdzie ten błąd wystąpiłby np. przy obliczaniu mało istotnych danych nie wymagałaby takiej nagłej reakcji. Z takich powodów producent FX5U umożliwił użytkownikowi wybranie sposobu reakcji sterownika na pojawiający się błąd. Wszystko znajdziemy w parametrach CPU:
[Okno Navigation] -> [Parameter] -> [FX5UCPU] -> [CPU Parameter] -> [RAS Setting]

Grupa [Error Detection Setting] ustala czy sterownik powinien wykrywać błędy dotyczące instalacji baterii lub prawidłowej instalacji modułów rozszerzeń. Kolejna grupa [CPU Module Operation Setting at Error Detection] określa sposób reakcji sterownika na pojawiające się błędy, czy program użytkownika powinien się zatrzymać czy kontynuować. [LED Display Setting] to ustawienia diod na przodzie sterownika, czy mają one być aktywowane podczas gdy program mimo to jest kontynuowany.
Wracając do modułów inteligentnych, można określić sposób reakcji CPU na ich błędy w zależności od rodzaju (Critical i Moderate) w każdym z zainstalowanych modułów. Znajdziemy to w:
[Okno Navigation] -> [Parameter] -> [System Parameter] -> [I/O Assignment Setting].

Szczegółowe opisy funkcji diagnostycznych
Pamiętaj o najistotniejszej rzeczy, którą powinieneś stosować nie tylko w oprogramowaniu GX-Works3 ale też w każdym innym. Jest to klawisz F1, który wywołuje ekran pomocy. Przykładowo, jeśli znajdujesz się na ekranie Module Diagnostics to po wciśnięciu klawisza F1 wyświetlone zostaną wszystkie parametry i funkcje z dokładnym opisem.
Dzięki współpracy z Mitsubishi Electric udało nam się uzyskać klucz licencyjny do oprogramowania GX Works 3. Instrukcja znajduje się poniżej:
- Logujemy się na MyMitsubishi : https://pl3a.mitsubishielectric.com/fa/pl/mymitsubishi
- Wchodzimy w oprogramowanie -> wyszukujemy GX Works3
- Pobieramy najnowszą wersję 1.035M
- Używamy kodu instalacyjnego 208-437676835
Artykuł powstał we współpracy z:Mitsubishi Electric – Oddział w Polsce. Firma Mitsubishi Electric posiada 90 lat doświadczenia w zakresie dostarczania niezawodnych, wysokiej jakości innowacyjnych produktów w dziedzinie automatyki przemysłowej, produkcji, marketingu i sprzedaży urządzeń elektrycznych i elektronicznych. Programowalne sterowniki PLC, rozwiązania napędowe, roboty przemysłowe, panele dotykowe, wycinarki laserowe i sterownie CNC firmy Mitsubishi Electric zaliczają się do produktów najwydajniejszych na rynku i gwarantują sukcesy firmy już od ponad 30 lat. |
