





Artykuł z serii: Podstawy urządzeń automatyki - Mitsubishi Electric
Symulacja działania sterownika PLC jest obecnie co raz bardziej pożądana przez automatyków. Nie jest w tym nic dziwnego, ta opcja bardzo ułatwia im życie na etapie tworzenia programu. Szczególnie w sytuacji, gdzie rozdzielnica wraz ze sterownikiem PLC jest jeszcze wciąż prefabrykowana. Problemem może być przetestowanie programu, chyba że środowisko programistyczne posiada symulator.
Nie zabierzemy przecież sterownika monterom szafy i nie zawsze jesteśmy w stanie skompletować drugi taki sam sterownik z jego wszystkimi modułami. W takich sytuacjach ratuje opcja właśnie symulacji sterownika PLC. Ta funkcja jest możliwa w oprogramowaniu GX Works3 dostarczonym przez Mitsubishi Electric. W niniejszym artykule opiszę jak w szybki sposób można przetestować program za pomocą opcji symulacji. Zapraszam!
Aby przeprowadzić symulację niezbędny jest program, a on musi być wykonany pod konkretny układ np. sterowania sekwencyjnego. W tym celu zasięgnąłem pomocy znajomego, który przedstawił mi koncepcję układu sterowania procesu sortowania kartonów.
Przykładowy program PLC
Mechanizm ten działa w następujący sposób: linią pierwszą transportowane są kartony, gdy czujnik zliczający (X0) zarejestruje, że na linii znajduje się 5 kartonów, wysuwany zostaje siłownik blokady kartonów (Y0), chwilowo zatrzymując wpływ kartonów na linie. Jeśli osiągnie pozycję maksymalnego wysuwu (X1) wysuwany zostaje siłownik sortujący (Y1), przesuwając kartony na linie drugą, gdzie ulegną dalszemu transportowi. Pozycja maksymalnego wysuwu siłownika sortowania (X2) zresetuje licznik kartonów (C0) i siłownik sortujący (Y1) powróci na swoje pierwotne miejsce. Siłownik blokady kartonów (Y0) zwolni dalszy przepływ kartonów na linii pierwszej gdy siłownik sortujący wróci do pozycji wyjściowej. Poniżej przedstawienie graficzne układu sterowania:

Poniżej znajduje się natomiast uproszczony program, wykonany wykonany w GX Works 3 w języku drabinkowym LAD. Dlaczego uproszczony? Ponieważ w rzeczywistości taki program byłby bardziej rozbudowany. Zastosowano by więcej zabezpieczeń i funkcji zapobiegawczych nieprawidłowe działanie. Na potrzeby uruchomienia symulatora wystarczy więc wersja podstawowa.
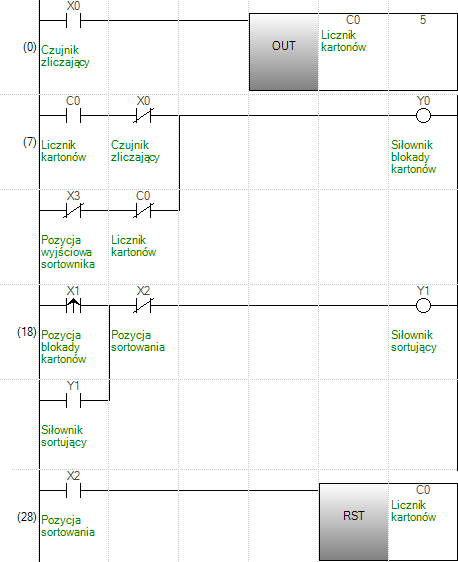
Do realizacji układu sterowania zostały wykorzystane 4 wejścia cyfrowe obsługujące urządzenia wejściowe:
- X0 – czujnik zbliżeniowy wykorzystany do zliczania kartonów,
- X1 – czujnik położenia siłownika blokady kartonów informujący o blokadzie wpływu kartonów na linie,
- X2 – czujnik położenia siłownika sortującego informujący o wysuniętym siłowniku,
- x3 – czujnik położenia siłownika sortującego informujący o niewysuniętym siłowniku.
Urządzenia wyjściowe są sterowane za pomocą 2 wyjść cyfrowych:
- Y0 – siłownik do blokady kartonów,
- Y1 – siłownik do sortowania kartonów.
Siłowniki są sterowane za pomocą elektrozaworów, dzięki których wracają do pozycji wyjściowej w przypadku braku sygnału wysokiego na odpowiadającym im wyjściu cyfrowym.
Uruchomienie symulatora PLC w GX Works3
Program jest już wykonany więc najwyższa pora go przetestować, użyję do tego wcześniej wspomnianej opcji symulacji. Przed przeprowadzeniem symulacji podobnie jak w przypadku wgrania programu do sterownika, musi on zostać skompilowany. Wszystkie potrzebne ikony, znajdują się w pasku narzędzi.

Po każdej wykonanej kompilacji w oknie „Progress” zostaje ukazany jej wynik. Jeśli nie popełniliśmy żadnego błędu podczas konfiguracji sterownika albo w samej drabince, kompilacja zostanie przeprowadzona pomyślnie bez żadnych błędów.
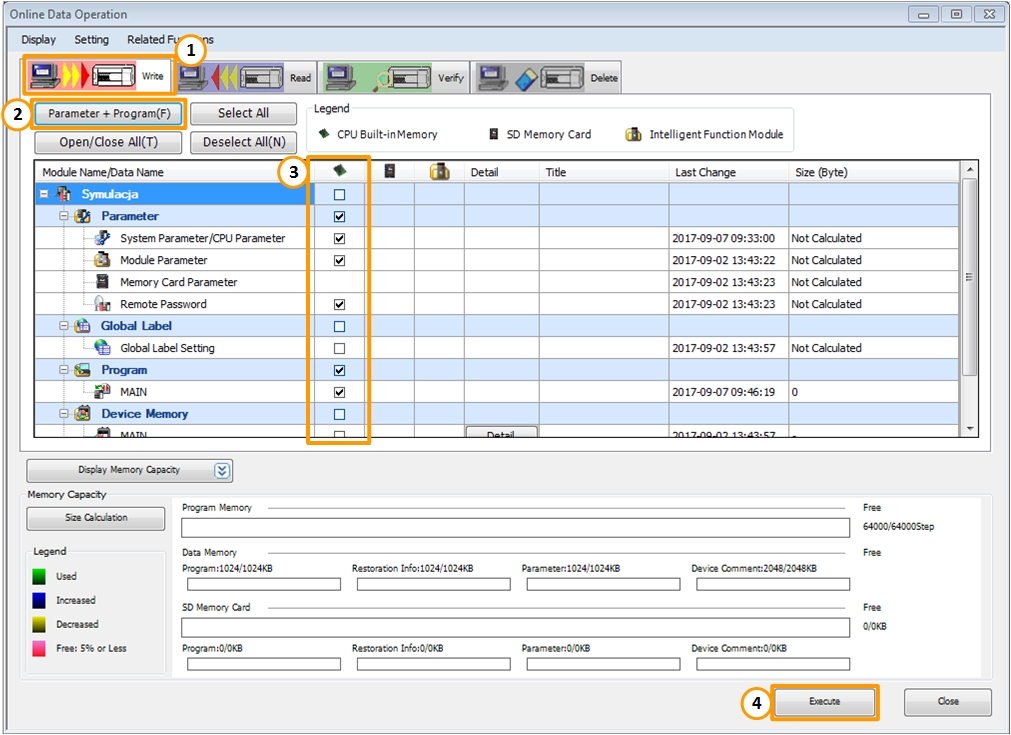
Symulacja jest rozpoczynana ikoną  , następnie ukażę się okno „Online Data Operation”. Jest to pewnego rodzaju moduł GX Works3 gdzie określamy nasze kolejne kroki. Możemy z tego poziomu wgrać program do sterownika albo go zgrać na dysk komputera, porównać program projekty z wgranym do sterownika albo skasować program wgrany w sterowniku.
, następnie ukażę się okno „Online Data Operation”. Jest to pewnego rodzaju moduł GX Works3 gdzie określamy nasze kolejne kroki. Możemy z tego poziomu wgrać program do sterownika albo go zgrać na dysk komputera, porównać program projekty z wgranym do sterownika albo skasować program wgrany w sterowniku.
Aby pomyślnie przeprowadzić symulacje interesuje nas opcja wgrania programu „Write” (1). Kolejnym krokiem jest wybór bloków wgranych do naszego wirtualnego PLC. Wybieramy opcje podstawową czyli konfiguracje sterownika i program „Parameter + Program” (2). Automatycznie zostaną wybrane niezbędne przy tym bloki (3). Ostatnim krokiem jest wgranie programu „Execute” (4).
Symulacja programu PLC w GX Works3
Stan wirtualnego PLC odzwierciedla moduł GX Simulator3 (grafika/okienko poniżej) , gdzie jesteśmy w stanie przełączyć sterownik w tryby RUN/STOP oraz ukazane są 3 podstawowe informacje:
- PWR – załączony symulator,
- ERR – błąd symulatora,
- P. RUN – wykonywanie programu.

Symulacja powoduje zmianę w podglądzie programu. Styki aktywne, przez które będzie przechodził sygnał są podświetlone na niebiesko, podobnie będą wyróżnione cewki z sygnałem wysokim. Tryb debugowania oraz możliwość edytowania zmiennych można również poznać po zmianie trybu podglądu programu na „Read Mntr”.
Aby uprościć analizę kodu polecam dodać okno „Watch” znajdujące się w menu „View -> Docking Window -> Watch 1”. Dodanie zmiennej do listy monitorowania „Watch” dodajemy poprzez jej klik PPM „Register to Watch Window -> Watch 1”. Szybka zmiana stanu bitu upraszcza skrót klawiszowy „Shift + Enter”.

Jak widać całą procedura symulacji jest banalnie proste i każdy sobie poradzi przy jej aktywacji. W kolejnym artykule będą informacje dot. sterownika PLC FX5u od Mitsubishi. Jego budowa, przykładowe moduły rozszerzeń i jeszcze więcej przykładowych programów.
Uruchom symulator w GX Works 3!
Dzięki współpracy z Mitsubishi Electric udało nam się uzyskać klucz licencyjny do oprogramowania GX Works 3. Instrukcja znajduje się poniżej:
- Logujemy się na MyMitsubishi : https://pl3a.mitsubishielectric.com/fa/pl/mymitsubishi
- Wchodzimy w oprogramowanie -> wyszukujemy GX Works3
- Pobieramy najnowszą wersję
- Używamy kodu instalacyjnego 208-437676835
Artykuł powstał we współpracy z:Mitsubishi Electric – Oddział w Polsce. Firma Mitsubishi Electric posiada 90 lat doświadczenia w zakresie dostarczania niezawodnych, wysokiej jakości innowacyjnych produktów w dziedzinie automatyki przemysłowej, produkcji, marketingu i sprzedaży urządzeń elektrycznych i elektronicznych. Programowalne sterowniki PLC, rozwiązania napędowe, roboty przemysłowe, panele dotykowe, wycinarki laserowe i sterownie CNC firmy Mitsubishi Electric zaliczają się do produktów najwydajniejszych na rynku i gwarantują sukcesy firmy już od ponad 30 lat. |
