





Artykuł z serii: Kurs podstaw automatyki
Ta część kursu automatyki trochę zbacza z toru, tzn. z układu który był prezentowany wcześniej. Na to miejsce wskakuje inny, specjalnie przygotowany zestaw urządzeń w celu wyjaśnienia pewnych zagadnień. Jeżeli będzie taka możliwość to wrócimy do poprzedniego układu w odcinku #6.

Sponsorem tej części jest firma Multiprojekt. Uzyskałem od Nich nie tylko wsparcie finansowe ale również merytoryczne i techniczne w postaci wielu urządzeń dostarczonych do testów. Dzięki tej współpracy powstało dużo merytorycznego materiału, który będzie publikowany na iAutomatyka.pl. Współpraca z Multiprojekt zaczęła się od targów Automaticon 2016. Relację z tego wydarzenia możesz przeczytać TUTAJ. 🙂
Kurs Automatyki #5
Odcinek #5 został podzielony na 5 podrozdziałów:
- Kurs Automatyki #5.1 Pomiary analogowe 4-20mA i 0-10V.
- Kurs Automatyki #5.2 Jak zrobić zadajnik pętli prądowej 4-20mA.
- Kurs Automatyki #5.3 Pomiar temperatury czujnikiem PT100.
- Kurs Automatyki #5.4 Szablon do paneli Weintek 800 x 480.
- Kurs Automatyki #5.5 Silnik krokowy i sterownik PLC FATEK.
Do pobrania będzie schemat elektryczny stanowiska testowego oraz pliki z projektami do sterownika PLC FATEK i panelu HMI WEINTEK.
Bohaterowie odcinka – urządzenia automatyki
Początkowo z Multiprojekt umówiliśmy się na test sterownika PLC Fatek w połączeniu z HMI Weintek. Takie proste połączenia i zaprezentowanie możliwości, góra 2 tygodnie i jeden artykuł do publikacji. Później doszedł moduł analogowy, następnie „a co tam” dorzucimy jeszcze moduł temperaturowy. Na tym się nie skończyło bo w zestawie do testów pojawił się sterownik do silnika i silnik krokowy. Uff. Przyszła paczka, otwieram, a tam oprócz wymienionych urządzeń jest jeszcze kolejny PLC, sterownik wizualizacji mTV-100 i zestaw gadżetów z podpisem „dla Marcinka” – dzięki :). Ile z tego ogarnę to ogarnę, wynikiem testów tych urządzeń jest pięć artykułów.

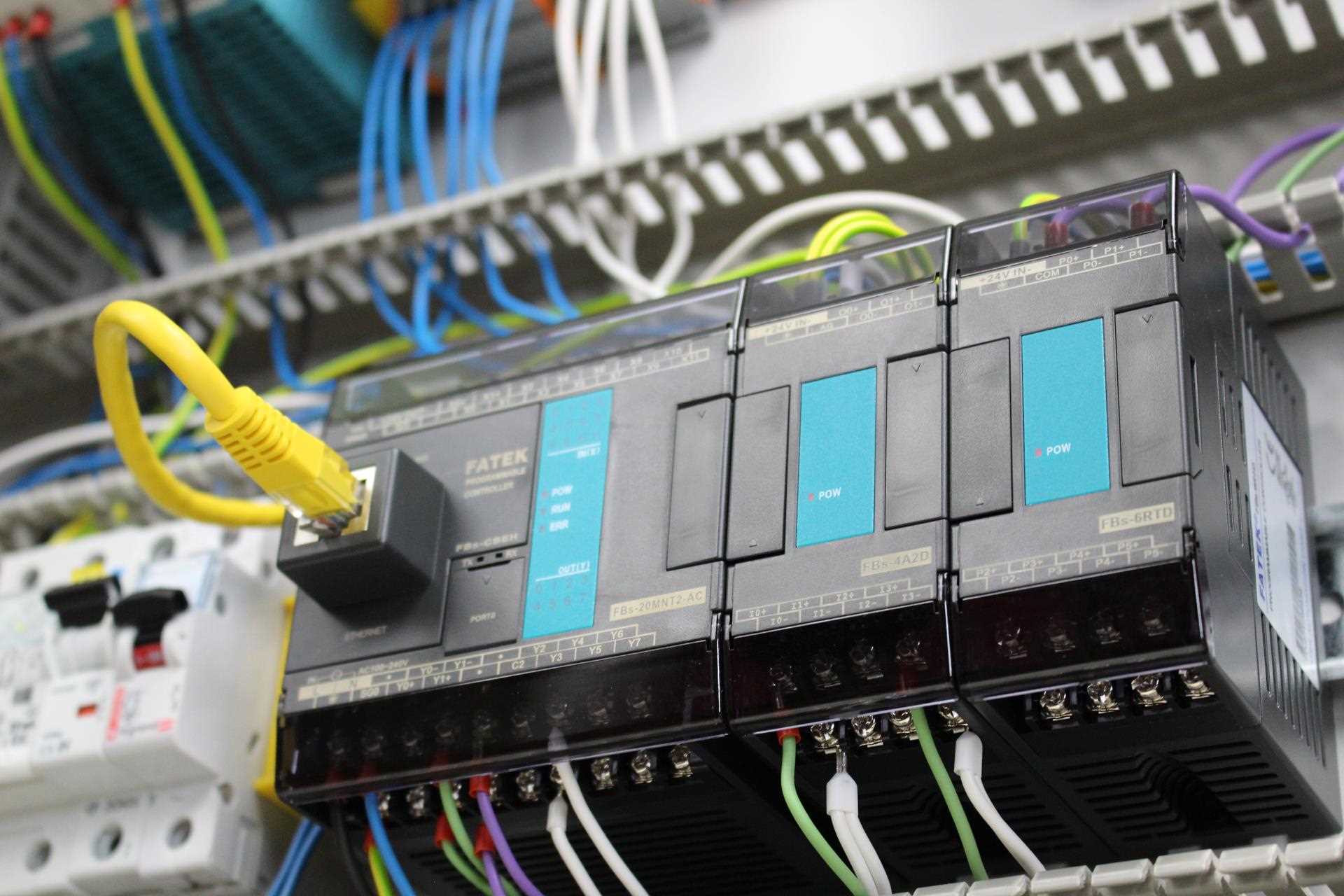
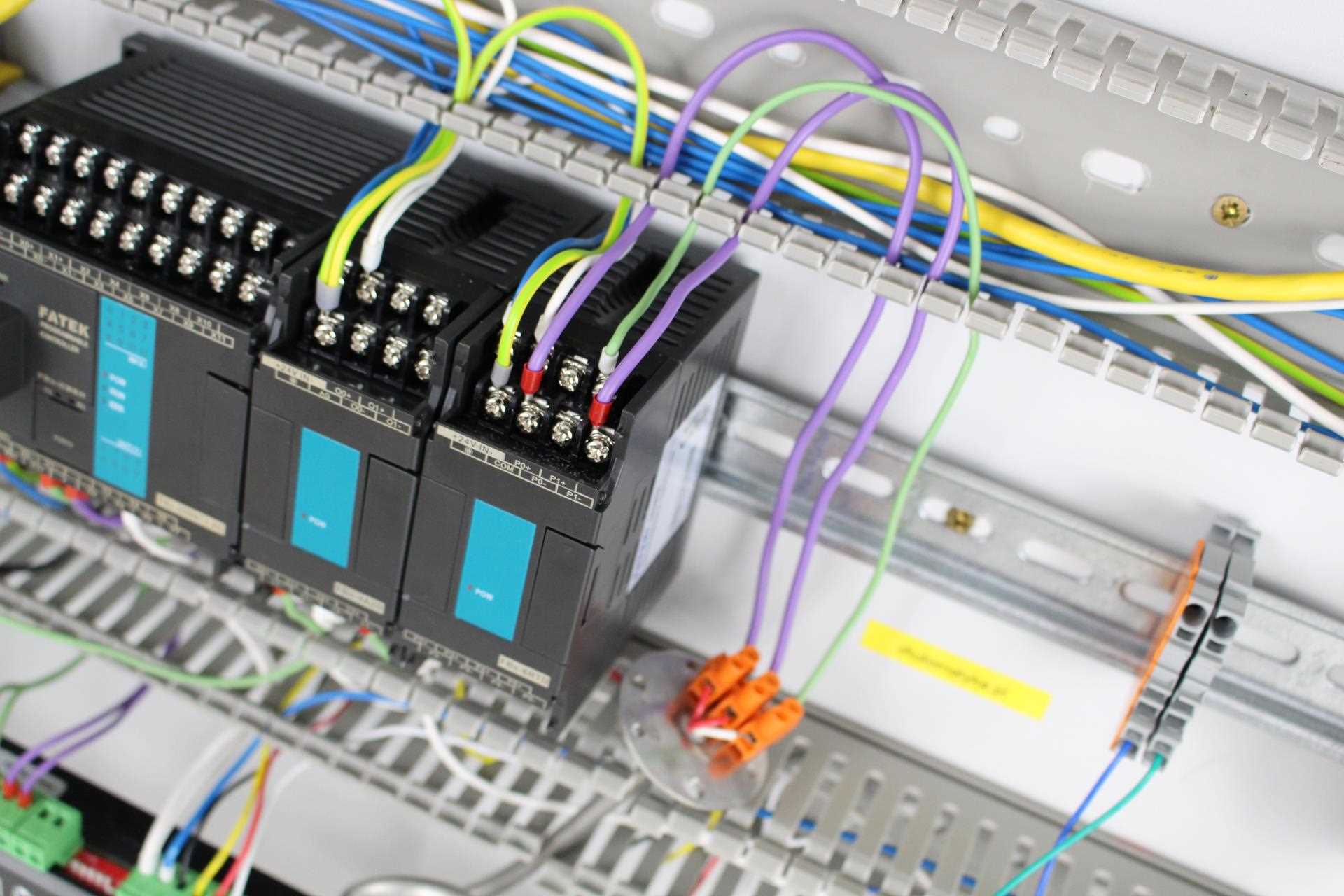
Sterowniki PLC Fatek + moduły.
PLC
W paczce od sponsora znajdowały się dwa sterowniki które głównie różniły się wyjściami cyfrowymi.
- PLC FATEK FBs-20MNT2-AC
- PLC FATEK FBs-20MNJ2-AC
Pierwszy na pokładzie ma wyjścia tranzystorowe NPN w tym dwa różnicowe superszybkie a drugi ma wyjścia tranzystorowe PNP. Do testów na tablicę wybrałem pierwszy z uwagi na wyjścia różnicowe, które wygodniej można wykorzystać do sterowania silnikiem krokowym. Wyjścia różnicowe są również bardziej odporne na zakłócenia.
MODUŁ ANALOGOWY
Pierwszy po prawej od sterownika to moduł wejść i wyjść analogowych FATEK FBs-4A2D. Na jego pokładzie znajdują się 4 wejścia analogowe i 2 wyjścia analogowe. Całość swobodnie konfigurowalna pomiędzy standardami napięciowymi a prądowymi, unipolarnie lub bipolarnie, czego dusza zapragnie. Wybór typu sygnału analogowego odbywa się poprzez odpowiednie ustawienie zworek pod obudową – więcej na ten temat w części #5.1. W naszym układzie podłączyłem zadajnik pętli prądowej pod wejście analogowe I0 skonfigurowane jako 0-20mA. W części #5.2 szczegółowo wyjaśniam jak zbudować taki prosty zadajnik. Przygotowałem również zaciski na zadajnik napięciowy 0-10V jednak już nie zdążyłem tego zaprezentować.
MODUŁ TEMPERATUROWY
Ostatni moduł umożliwia podłączenie sześciu czujników temperatury. W naszym układzie do modułu FBs-6RTD podłączyłem czujnik temperatury PT100. W części #5.3 opisuję zasadę działania pomiaru temperatury. Zbudowałem również najprostszy układ chłodzenia w parze z wizualizacją na panelu HMI. Konfiguracja i wykorzystanie pomiaru w programie jest banalne i wygląda tak: Podłącz czujnik temperatury, w programie zdefiniuj jaki to czujnik (np. PT100), ze zdefiniowanego rejestru odczytaj temperaturę. Banał! Nie potrzebujemy żadnych dodatkowych bloczków, funkcji czy innych wynalazków. Od razu możemy wykorzystywać pomiar w programie.
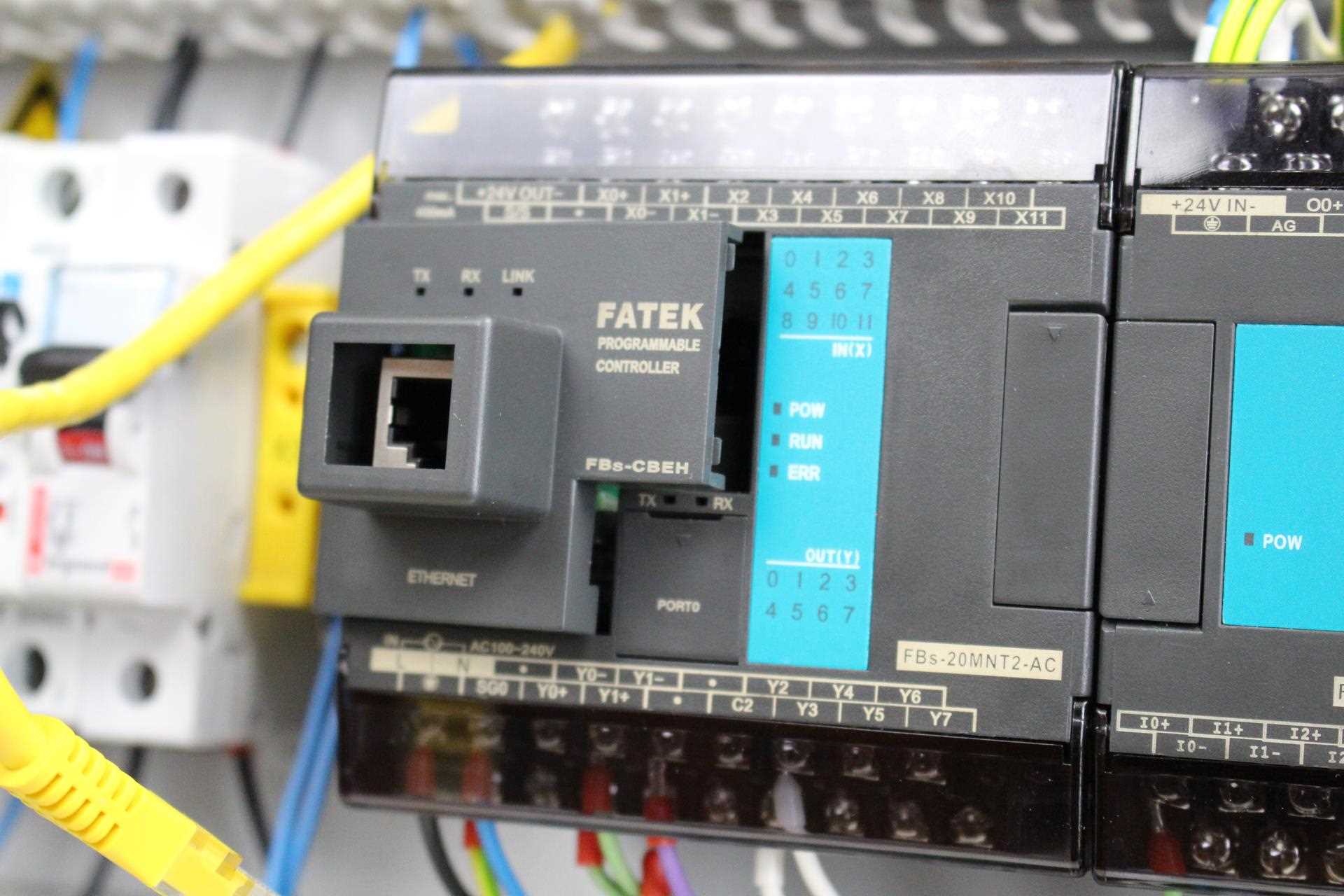
PŁYTKA KOMUNIKACYJNA ETHERNET i PORT DO PROGRAMOWANIA
Do zestawu Multiprojekt dołączył płytkę komunikacyjną FBs-CBEH w standardzie Ethernet do komunikacji z panelem HMI WEINTEK. Finalnie urządzenia były wpięte w router i mogłem również programować FATEKa przez ethernet. Jednak w pierwszej kolejności musiałem skonfigurować sterownik przez specjalny kabel do programowania RS232. Fajnie, że pomyśleli o mnie i dorzucili do zestawu konwerter USB/RS232, przezornie choć mam swoje takie zabawki :). Do konfiguracji modułu Ethernetowego musiałem ściągnąć dodatkowy program „Fatek Ethernet Module Configuration”. Początkowo próbowałem skonfigurować ten moduł przez sieć LAN ale i tak skończyło się na RS232 – być może tak trzeba, nie wiem. Całość nie zajęła mi dużo czasu z uwagi na instrukcje, które można pobrać z FTP od Multiprojekt – mają tam na prawdę sporo materiału.
-

- FATEK FBs-20MNT2-AC + FBs-4A2D + FBs-6RTD

-

- Sterownik PLC + Moduł wejść i wyjść analogowych + moduł wejść temperaturowych
-

- Sterownik PLC + Moduł wejść i wyjść analogowych + moduł wejść temperaturowych

-

- Sterownik PLC + Moduł wejść i wyjść analogowych + moduł wejść temperaturowych

-

- Sterownik PLC + Moduł wejść i wyjść analogowych + moduł wejść temperaturowych
-

- Moduł analogowy

-

- Nagi Fatek

-

- Moduły dodatkowe

-

- Dodatkowy port Ethernet do komunikacji z panelem HMI
-

- Dodatkowy port Ethernet do komunikacji z panelem HMI

-

- Dodatkowy port Ethernet do komunikacji z panelem HMI

-

- FATEK FBs-20MNT2-AC – Port RS232

-

- FATEK FBs-20MNT2-AC

WinProLadder – oprogramowanie do PLC FATEK
WinProLadder do darmowe oprogramowanie z wbudowanym symulatorem do programowania sterowników PLC FATEK. Pierwsze co robię w nowym środowisku programowania to poświęcam kilkadziesiąt minut na zapoznanie się z nim. Przeklikuję wszystkie opcje, orientuję się gdzie co jest, sprawdzam możliwości i dopiero zaczynam coś próbować robić. Wiem, że nie zbudowałem żadnej poważnej aplikacji na tym sterowniku ale pierwszymi wrażeniami mogę się z Wami podzielić.
Mam dość mieszane uczucia co do tego programu. Pewne aspekty powodują grymas a inne natomiast wprawiają w zachwyt. WinProLadder jest dość starym oprogramowaniem i nie zobaczymy tutaj żadnych wodotrysków, bo w sumie jak coś jest dobre to po co to zmieniać, nie? Po tych krótkich testach przypuszczam, że największym atutem tego oprogramowania jest stosunek prostoty programowania do wysokich możliwości. Z drugiej jednak strony prostota ta jest wadą tego oprogramowania. Do wszystkiego można przywyknąć, nabrać jakiejś techniki i sprawnie programować. Mnie najbardziej frustrowało rozwiązania kopiowania i wklejania oraz cofania i ponawiania zmian – tutaj trzeba uważać. Wszystkie połączenia między bloczkami i funkcjami musimy ręcznie zbudować choć jest opcja automatycznego połączenia w linii prostej, ale musimy ją wybrać i kliknąć w odpowiednim miejscu. Jak się ogarnie skróty klawiaturowe i zasady jakie dyktuje ten program to idzie to dość sprawnie. Technika…
Sprawnie udało mi się przebrnąć przez zaprogramowanie sterowania sekwencji pracy silnika krokowego. Nie przypuszczałem, że może być to wykonane w taki prosty sposób. Więcej na ten temat w części #5.5
Na pewno trzeba zapoznać się z narzuconą przestrzenią pamięci sterownika. Markery, rejestry i pamięć systemowa jest sztywno określona w tych sterownikach i trzeba być ostrożnym podczas programowania aby nie wykorzystywać tej samej przestrzeni pamięci w kilku miejscach programu. Producent opracował dobry dokument na ten temat i z pewnością trzeba się z nim zapoznać przystępując do programowania sterowników FATEK.
Więcej o przestrzeni pamięci w sterownikach FATEK znajdziecie TUTAJ (Alokacja pamięci).
Podsumowując:
Bardzo proste oprogramowanie do którego jednak trzeba trochę przywyknąć, opanować skróty itp. Nieco przestarzałe ale stabilne, nie zdarzyła mi się, żadna kraksa podczas programowania – każda operacja przebiegała bez lagów, zawieszeń czy niespodziewanego wyłączenia programu, jak to bywa w najnowszych trendach (pozdro TIA Portal).

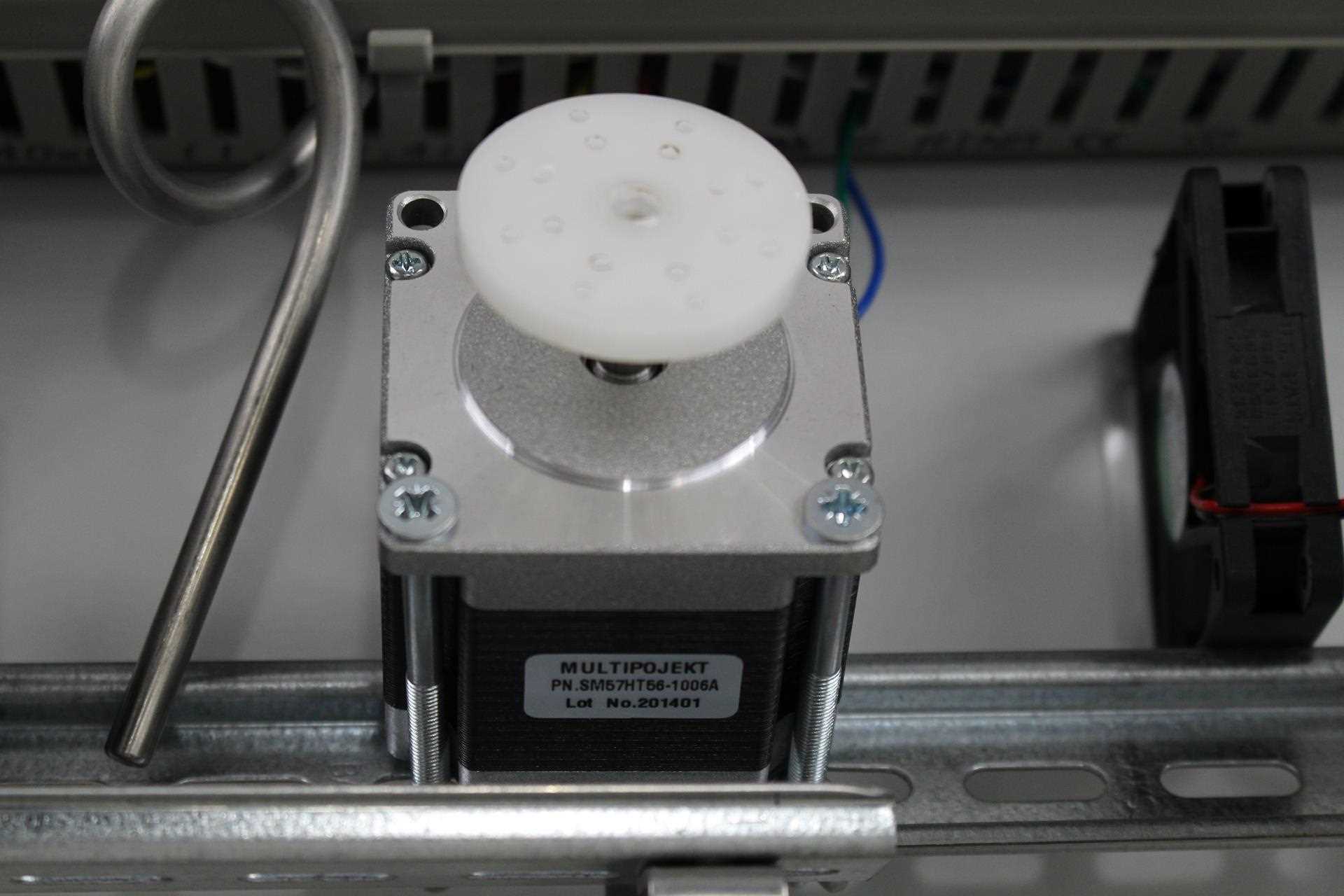
Silnik krokowy + Sterownik silnika krokowego
O! Tutaj to bawiłem się najdłużej. Moja Żona jednak strasznie marudziła, bo silnik jest dość głośny. W sieci można znaleźć sporo dobrego materiału na temat silników krokowych i sterowników do nich dlatego nie miałem większego problemu ze zbudowaniem i opanowaniem prostego układu sterowania. Zarówno sterownik jak i silnik grzeją się dość mocno ale wykorzystałem to do sprawdzenia czujnika temperatury PT100 :D. Jak było za gorąco to przekaźnik załączał wentylator i chłodził silnik i sterownik silnika. Temperatura załączenia i wyłączenia oczywiście ustawialna z poziomu panela HMI WEINTEK.
Do sterowania silnikiem potrzebne jest bardzo szybkie wyjście trenzystorowe, które wysyła sygnał prostokątny o wypełnieniu 50%. Między takim wyjściem z PLC do sterownika silnika krokowego podłączyłem oscyloskop. Dzięki temu w części #5.5 zobaczycie na żywo jak zmienia się sygnał sterujący takim silnikiem w stosunku do prędkości obrotu.
Sterownik Silnika to MicrostepDriver CW-5045 natomiast silnik krokowy to SM57HT56-1006A.
-

- Stanowisko do testowania silnika krokowego

-

- Stanowisko do testowania silnika krokowego

-

- Silnik krokowy SM57HT56-1006A
-

- Sterownik silnika korkowego Microstep Driver CW-5045

-

- Sterownik silnika korkowego Microstep Driver CW-5045

-

- Sterownik silnika korkowego Microstep Driver CW-5045

-

- Sterownik silnika korkowego Microstep Driver CW-5045

-

- Sterownik silnika korkowego Microstep Driver CW-5045

Panel dotykowy HMI WEINTEK i EasyBuilder PRO
Panele WEINTEK były jednymi z pierwszych jakie zaprogramowałem. Wzbudziły moją sympatię dawno temu dlatego szczerze je polecam . Programuje się je w darmowym środowisku Easy Builder PRO, które oferuje na prawdę wiele przydatnych rozwiązań i co ważniejsze jest elastyczne w programowaniu. Jedną z większych aplikacji jaką napisałem z wykorzystaniem tego panela to stacja prób pomp zatapialnych w siedzibie firmy WILO. Systemem zarządzał sterownik PLC Allen Bradley w parze z aplikacją napisaną na PC w języku C#. Nie było to jedno z prostszych rozwiązań a mimo to, panel WEINTEK poradził sobie wyśmienicie. Klient wymagał ogromnych wodotrysków, wielu funkcji, opcji, tabel, wyników, wykresów, nastaw, poziomów haseł, alarmów itd. itd. – chyba wszystkiego co można wymyślić na panelu HMI. Szkoda, że nie mogę Wam pokazać tej aplikacji :(.
Atutem tych paneli jest multi możliwości komunikacyjne. Posiadają biblioteki umożliwiające połączenie niemal z każdym sterownikiem a jeszcze większym plusem jest prostota wykorzystywania zmiennych w obiektach na ekranach. Po prostu klik i już 🙂 W niektórych sytuacjach przydają się również możliwości wykorzystywania MACRO, czyli funkcji, które możemy zaprogramować w panelu.
W części #5.4 Udostępniam gotowy szablon do paneli WEINTEK o rozdzielczości 800×480. Mam nadzieję, że komuś się przyda. Można go zastosować do wielu prostych obiektów ponieważ jest zbudowany w dość uniwersalny sposób.
-

- Panel HMI WEINTEK
-

- Ekran testowania zadajnika 4-20mA

-

- Ekran do prezentacji skalowania analogowego

-

- Stanowisko testowe FATEK + WEINTEK

-

- Weintek MT8071iE

-

- Weintek MT8071iE

-

- Porty komunikacyjne + USB

-

- Porty komunikacyjne + zasilanie

