





Artykuł z serii: "KROKI" - Robot przemysłowy, zbudowany na biurku
Nadszedł czas na kolejny tekst, opisujący moje zmagania przy budowie własnego, pięcioosiowego manipulatora. Początkowo, ta część miała już przedstawiać pierwsze etapy budowy robota. Chciałem ukazać część mechaniczną mojego projektu, lecz po namyśle stwierdziłem, że mimo to, iż druk 3D jest już dosyć mocno rozprzestrzeniony na terenie naszego kraju, to jednak wiele osób ma o nim małą wiedzę. Skoro większość elementów, z których będzie się składał robot, zostanie wydrukowanych w technologii druku 3D, to ciężko nie wspomnieć i nie opisać trochę tej techniki.
Druk 3D jest bardzo ciekawym zagadnieniem i coraz częściej zostaje wykorzystywany nawet w budowie maszyn przemysłowych. Przy nietypowych kształtach oraz przy jednostkowej produkcji maszyn, zastosowanie tej technologii okazuje się bardzo opłacalne. Oczywiście nie są drukowane elementy, które w trakcie pracy maszyny będą narażone na duże obciążenia. Jednak proste elementy osłon, uchwyty na czujniki, mogą być z powodzeniem drukowane i wykorzystywane w praktyce.
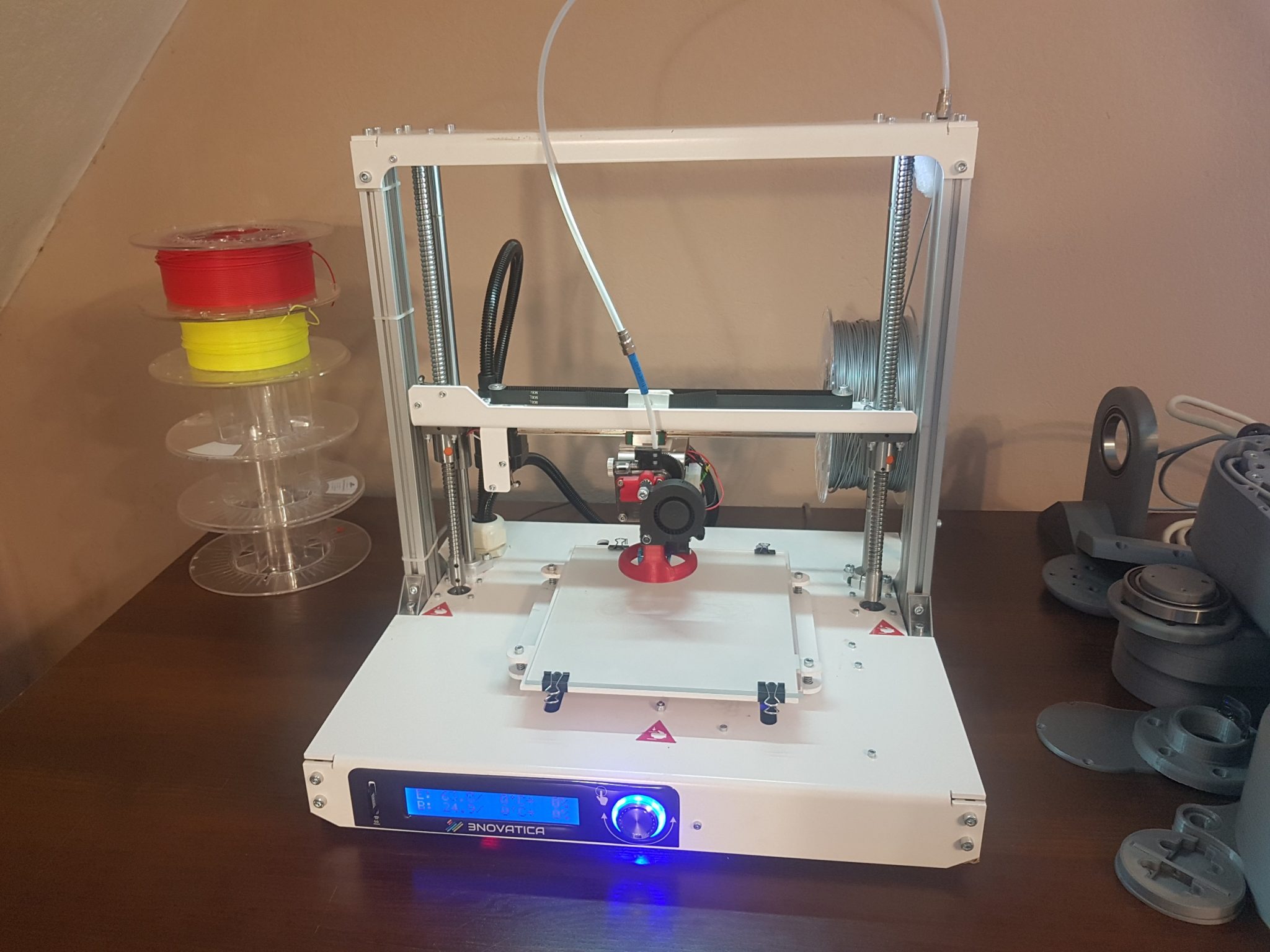
Moje doświadczenie z drukiem 3D to już prawie 2 lata pracy na drukarce firmy 3Novatica. Ciągłe poprawianie wydruków, kalibracje drukarki, czy nawet pewne modyfikacje konstrukcji drukarki, pozwoliły mi dosyć dobrze poznać tę technologię. Mimo że Druk 3D wydaje się genialnym i prostym w wykorzystaniu narzędziem do produkcji części prototypowych, to jednak praktyka dosyć znacząco odbiega od teorii. Moje przeżycia z drukiem 3D dosyć dobrze opisuje zdanie znalezione kiedyś w zakątkach Internetu – „Druk 3D jest jednocześnie najpiękniejszą i najgorszą rzeczą, jaka mogła mnie w życiu spotkać” Czemu? Gdy drukarka pracuje poprawnie i wydruki wychodzą dobrze, to wydaje nam się, że możemy zrobić dosłownie wszystko. Jednak zawsze, po paru dniach poprawnej pracy, z drukarką zaczyna się coś dziać. Czasami jest to głupota, jak na przykład zapchana dysza, poluzowane sprzęgło czy luźny pasek, a czasami, musimy rozgrzebać całą drukarkę, by dojść do przyczyny złych wydruków.
Druk 3D w domowych warunkach
W domowych warunkach, najczęściej wykorzystywaną technologią jest FFF/FDM. Jest to metoda polegająca na nakładaniu przez dysze kolejnych warstw termoplastycznego tworzywa.
Żyłka ta jest podawana przez ekstruder do rozgrzanej głowicy. Tworzywo topi się w jej końcowej części i zostaje nałożone na stół drukarki lub na już wcześniej nałożoną warstwę tworzywa. Kilka, kilkanaście, czy nawet kilkaset warstw nałożonego materiału tworzą gotową bryłę.

Dużym wpływ na sam druk ma typ wykorzystanego filamentu. Różne typy filamentów wymagają przede wszystkim różnych temperatur głowicy i stołu. Jedne tworzywa są gotowe do nakładania już w temperaturze 190°C, a drugie wymagają rozgrzania głowicy do ponad 250°C. Jest to o tyle ważne, że zbyt niska temperatura powoduje słabe połączenie pomiędzy poszczególnymi warstwami, natomiast zbyt duża temperatura może spowodować na przykład to, że tworzywo będzie niekontrolowanie wypływać z dyszy głowicy.
Oprócz samej temperatury poszczególne typy filamentów wymuszają także takie parametry druku jak prędkość drukowania, czy minimalne wysokości warstw i szerokości ścieżek. W przypadku niektórych filamentów ważne jest nawet to, by drukarka nie była narażona na przeciągi. Akurat z tym problemem jesteśmy w stanie szybko sobie poradzić. Nawet jeśli nie dysponujemy drukarką, która oryginalnie dysponuje zamkniętą komorą drukowania, to taką komorę możemy dorobić sobie sami.

Filamenty
Wiemy już z grubsza, jaką technologię wykorzystujemy w druku domowym oraz jak ona mniej więcej działa, ale zanim przejdziemy do opisania całego procesu od zaprojektowania do wydrukowania gotowego modelu, to wcześniej opiszę jeszcze czym tak właściwie są te głowice, ekstrudery i inne elementy budowy drukarki 3D. Jednak w pierwszej kolejności powiemy sobie nieco o wykorzystywanych filamentach.

Na rynku możemy znaleźć duży asortyment filamentów o dużym zróżnicowaniu cen. Różnice te wymuszane są przez rodzaj zastosowanego tworzywa termoplastycznego, rodzaj wykorzystanych dodatków wzbogacających to tworzywo, a najważniejsze, przez jakość samego filamentu. Jednym z najważniejszych parametrów takiego filamentu jest jego średnica. Mały problem, jeśli taki filament nie trzyma deklarowanego wymiaru, ale mimo wszystko ma on taki sam wymiar na całej jego długości. Wystarczy wtedy poprawić parametry druku raz i możemy o tym zapomnieć aż do wykorzystania całej rolki danego tworzywa. Problem zaczyna się wtedy, gdy średnica filamentu „pływa”. Na samym początku ma deklarowane 1,75mm, w ¼ długości ma już 1,80mm, a w 2/4 długości ma już średnicę 1,70mm. Przy takich wahaniach nie ma możliwości, by poprawnie ustawić naszą drukarkę. Szczególnie dla początkujących drukarzy takie problemy bywają bardzo irytujące i zniechęcające do dalszych eksperymentów z drukiem 3D.

Filamenty, które są bardzo popularne w amatorskim druku 3D, to między innymi:
PLA – Filament, który wytwarzany jest z surowców naturalnych. Jest on w pełni biodegradowalny i jest jednym z najprostszych w wykorzystaniu. Nie wymaga on podgrzewanego stołu, a sama temperatura głowicy również jest niższa niż w przypadku innych tworzyw. Jest on bardziej kruchy niż np. ABS, lecz w zamian za to jest mniej podatny na skurcze materiału. Po wydrukowaniu jego powierzchnia jest bardziej błyszcząca niż w przypadku ABS, więc często jest on wykorzystywany przy małych wydrukach ozdobnych. W przypadku elementów narażonych na obciążenia mechaniczne raczej wybiera się inne materiały.
ABS – Tego tworzywa chyba nikomu nie trzeba przedstawiać. Jest on mocno rozprzestrzeniony w przemyśle, a przedmioty wykonane z tego materiału ma każdy z nas. W druku 3D ten materiał jest już bardziej wymagający niż PLA. Jest on od niego bardziej elastyczny, ale za to jego skurcz również jest znacznie większy. Przy drukowaniu dużych obiektów nie objedziemy się bez zamkniętej, podgrzewanej komory. A nawet po skończonym wydruku wychładzanie musi trwać długo, by wewnętrzne naprężenia nie spowodowały rozszczepienia się warstw materiału. Jednym z największych minusów tego tworzywa są szkodliwe opary wydzielane podczas drukowania, które uniemożliwiają wykorzystanie tego filamentu w niewentylowanych pomieszczeniach. Gotowy wydruk ma matową powierzchnię oraz jest bardzo wytrzymały. To właśnie ten materiał jest często wykorzystywany w funkcjonalnym druku 3D.

PETG – Kolejne tworzywo, którego specjalnie nie trzeba przedstawiać. Jego główne zastosowania w przemyśle, to produkcja butelek i opakowań. W druku 3D, jest to materiał również bardzo przyjemny w użyciu. Nie ma wygórowanych wymagań, posiada bardzo dobrą przyczepność poszczególnych warstw i co najważniejsze w czasie druku nie uwalnia szkodliwych oparów. PETG jest odporny na uderzenia, elastyczny oraz charakteryzuje się niewielkim skurczem materiału.

Nylon – Jeśli do jakiegoś zadania nie możemy wykorzystać ABSu, to ten filament jest naszą drugą opcją. Jest niezwykle wytrzymały i jeszcze bardziej elastyczny niż ABS. Jest bardzo często wykorzystywany do drukowania pojedynczych zębatek, czy nawet całych przekładni. Nylon bywa niestety bardzo ciężki w drukowaniu, jeśli nie wiemy jak do niego podejść. Jego higroskopijna struktura pochłania wielkie ilości wody z otoczenia. Woda w kontakcie z wysoką temperaturą zaczyna parować, czego efektem jest wysyp bąbelków na powierzchni naszego wydruku. Czy higroskopijność to jedyny problem? Niestety nie. W zależności od producenta i wykorzystanych przez niego domieszek nylon bywa problematyczny również z innych powodów, takich jak słaba przyczepność poszczególnych warstw. Z tych względów potrzeba dużego doświadczenia, by sprawnie korzystać z tego materiału.

LayWood filamenty drewnopodobne. Elementy tworzone z wykorzystaniem tych materiałów potrafią nawet pachnieć drewnem. Gotowy wydruk może być z powodzeniem poddawany obróbce szlifowania, czy malowania.

3dfilamenty.com
Co jeszcze przygotowali dla nas producenci? Na rynku możemy znaleźć filamenty z domieszką włókna węglowego, które cechuje się wysoką odpornością na obciążenia mechaniczne. Możemy znaleźć materiały, które imitują kamień, metal, czy nawet materiały, które świecą w ciemności. Rynek jest przepełniony wieloma różnymi materiałami i ciężko opisać je wszystkie. Jedno jest pewne – każdy znajdzie materiał, który w pełni zaspokoi jego potrzeby.
Stół drukarki
Opis poszczególnych elementów drukarki zaczynamy od podstaw. Stół to platforma na której powstaje nasz wydruk. Najczęściej, główną konstrukcję stołu tworzy aluminiowa blacha, natomiast wydruk drukowany jest na hartowanym szkle, które przymocowane jest do tej blachy.

Najprostsze drukarki nie posiadają podgrzewania stołu, lecz z założenia przeznaczone są one do drukowania tylko z PLA.
Ekstruder
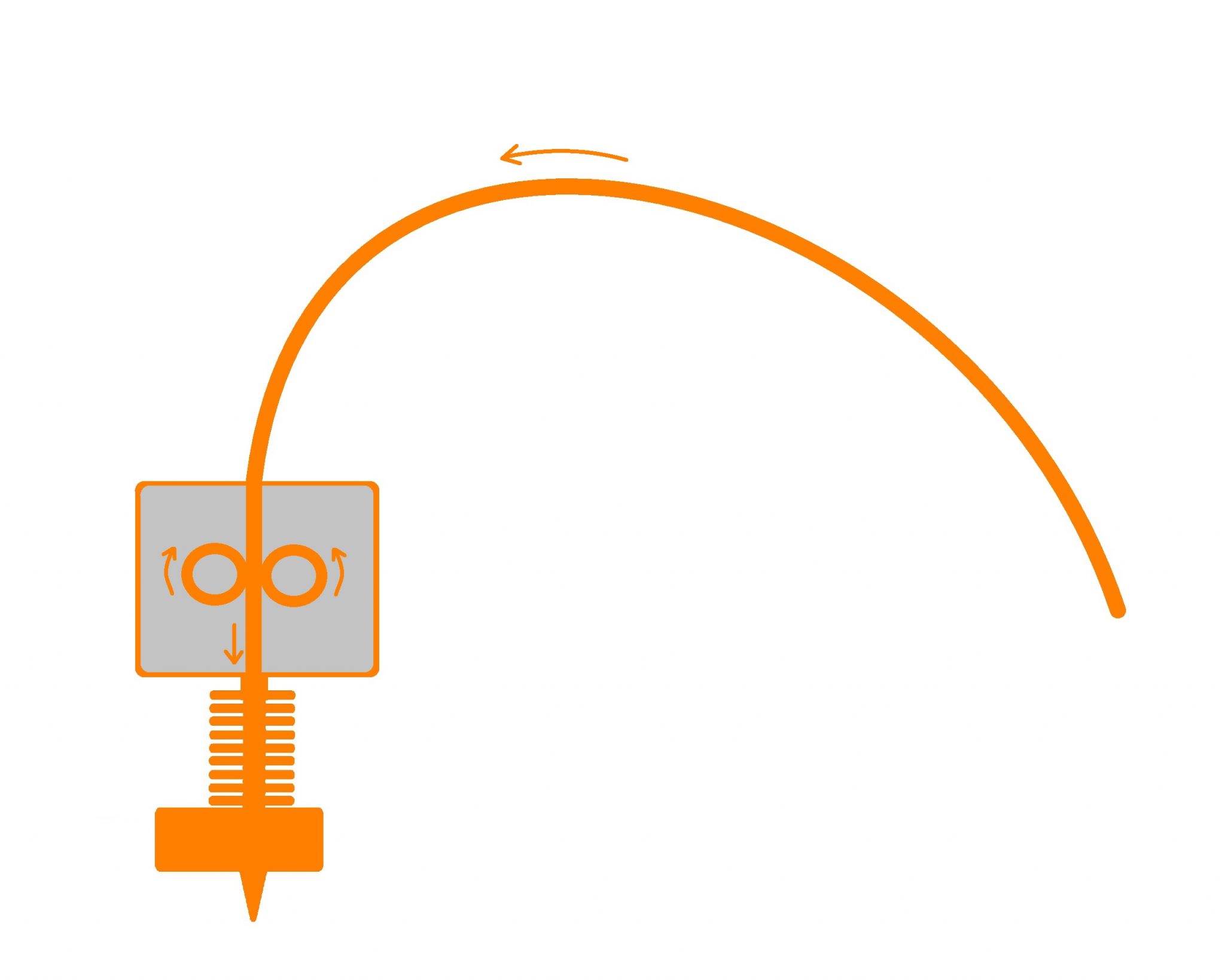
Ekstruder, jest to element odpowiedzialny za podawanie filamentu do głowicy. Jego budowa jest niezwykle prosta ze względu na formę wykorzystywanego filamentu. Składa się on właściwie tylko z silnika, radełka oraz mechanizmu dociskowego. Na osi silnika znajduje się małe radełko, które przypomina małą zębatkę, a w konstrukcjach amatorskich bardzo często jest właśnie taką zębatką. W konstrukcjach bardziej zaawansowanych radełko jest odpowiednio wyprofilowane, by jego ząbki jeszcze lepiej przylegały do podawanego filamentu. Filament jest dopychany do radełka przez element dociskowy, czyli przez łożysko zamontowane na małej dźwigni, która dopychana jest przez sprężynkę.

Sam ekstruder, w zależności od miejsca zamontowania w drukarce przybiera dwie różne nazwy:
– Bowden – W takiej konstrukcji, ekstruder jest położny z dala od głowicy drukującej, a bliżej szpuli z filamentem. W takim rozwiązaniu, ekstruder pcha filament do rurki łączącej go z głowicą. Takie rozwiązanie powoduje to, że wózek, do którego przymocowana jest głowica jest dużo lżejszy, a nasza drukarka może dzięki temu osiągnąć duże większe prędkości. Ma to oczywiście również pewne minusy. Duża odległość między ekstruderem, a głowicą praktycznie uniemożliwia drukowanie gumą i materiałami pochodnymi.

– Direct – W takiej konstrukcji, ekstruder znajduje się przy samej głowicy. „Zaciąga” on filament przez rurkę łączącą go ze szpulą z filamentem. Takie rozwiązanie daje dużą kontrolę nad ilością filamentu podawanego do głowicy i właśnie takie rozwiązanie jest idealne przy drukowaniu materiałami gumowymi. Największy minus takiego rozwiązania to oczywiście zwiększenie wagi wózka, do którego przymocowana jest głowica. Silnik, który napędza ekstruder podwaja, a czasami nawet potraja wagę całego zestawu w porównaniu do konstrukcji Bowden.
Głowica
To właśnie w tej części, żyłka naszego filamentu zostaje doprowadzona do stanu, kiedy może być ona nałożona na kolejną warstwę wydruku. Składa się ona z dwóch części. Jest to mały blok grzejny, do którego wkręcamy dyszę oraz radiator z wentylatorem. W bloku grzejnym znajduje się mała grzałka oraz termistor, do kontrolowania temperatury.

Mechanika drukarki
Najprostsze drukarki poruszają się w układzie kartezjańskim. Występują tam trzy osie X, Y i Z. W takim układzie możemy porównać drukarkę 3D do tradycyjnej frezarki CNC. Tak jak i w przypadku frezarek, w drukarkach 3D układy kartezjańskie mogą przybierać różną formę.
Najwięcej drukarek występuje w formie, gdzie stół porusza się w osi Y, natomiast głowica porusza się w osi X i Z. We frezarkach mówi się wtedy o „stałej bramie”. Jest to najprostsza do zbudowania konstrukcja i właśnie od takiej drukarki najczęściej zaczynają początkujący.
Troszkę bardziej skomplikowaną budowę mają drukarki, gdzie w osi Z porusza się stół. Natomiast głowica porusza się w osi X i Y. Większość tych drukarek ma skomplikowaną mechanikę poruszania głowicy, którą charakteryzuje rozbudowany układ pasków napędowych. Drukarki te występują głównie w typie H-Bot oraz Core XY. Ogólna zasada działania w obu przypadkach wygląda podobnie, lecz sam układ pasków jest całkowicie inny.
Ogólna zasada działania tych układów wygląda tak, że obrót tylko jednego silnika będzie powodował przesunięcie wózka z głowicą zarówno w osi X, jak i Y. Jeśli chcielibyśmy przesunąć wózek wzdłuż tylko jednej osi, to uruchomić musimy obydwa silniki. Kierunki obrotów tych silniki ustalają, czy wózek poruszy się w osi X, czy w osi Y.
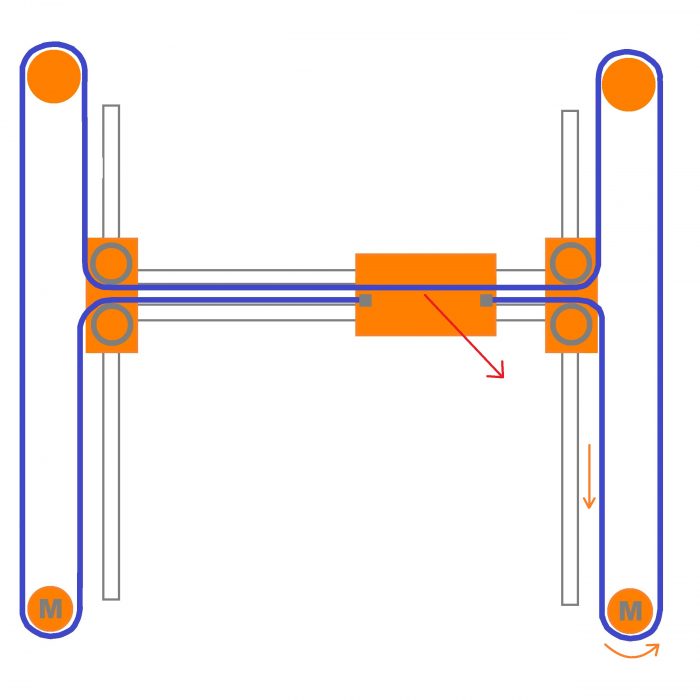
Poniżej znajduje się szkic prostszego układu – H-Bot. W jego skład wchodzi wózek, dwa silniki krokowe, sześć wałków, oraz jeden długi pasek, którzy przechodzi przez wszystkie te wałki i dwa silniki. Jego końce przytwierdzone są do poruszającego się wózka. Ze względu na fakt, że ten układ jest znacznie prostszy od układu Core XY, to właśnie na nim opiszę zasadę działania tych układów.
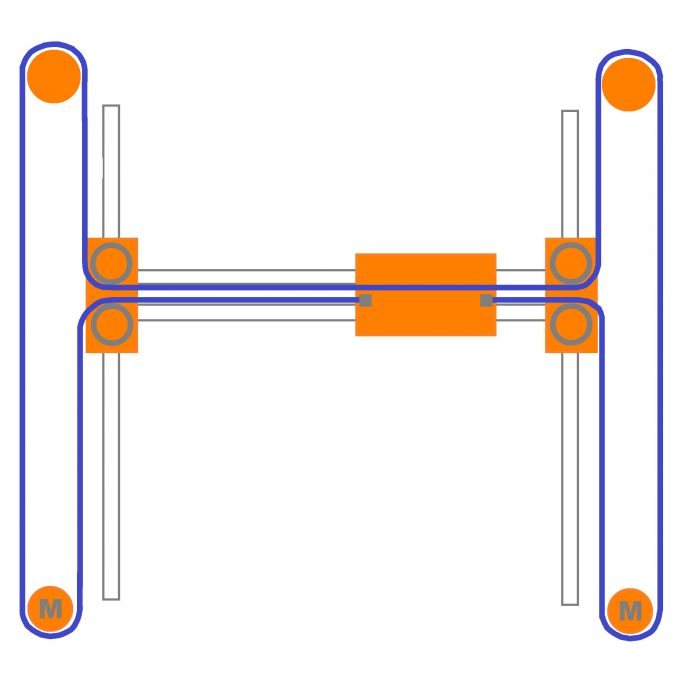
Jako pierwszy przykład omówmy sobie przypadek, w którym tylko jeden silnik zostaje wprawiony w ruch. Załóżmy, że prawy silnik obraca się zgodnie z narysowaną pod nim strzałką. Co się stanie z wózkiem? Część paska łącząca wózek z tym silnikiem zostanie naprężona. Mogłoby się wydawać, że wózek poruszy się w prawo, ale pamiętajcie, że lewy silnik stoi w miejscu. Odcinek paska łączący lewy silnik z wózkiem nie może więc zwiększyć ani zmniejszyć swojej długości. Wózek zatem nie poruszy się ani w prawo, ani w dół, ale poruszał się będzie po ukosie zgodnie z czerwoną strzałką.
Jak zatem zrealizować ruch tylko po jednej osi? Do takiego ruchu wymagane jest zsynchronizowanie obu silników. Załóżmy teraz, że chcemy przesunąć nasz wózek po osi Y w naszym kierunku. Ponownie spójrzmy na te najkrótsze odcinki paska łączące bezpośrednio silniki z wózkiem drukarki. Co się musi stać, by cały wózek przesunął się prosto w naszym kierunku? Oba silniki muszą się zacząć obracać w przeciwnym kierunku. Obracające się silniki skracają odcinek między silnikami a wózkiem i tym samym powodują jego ruch po osi Y.
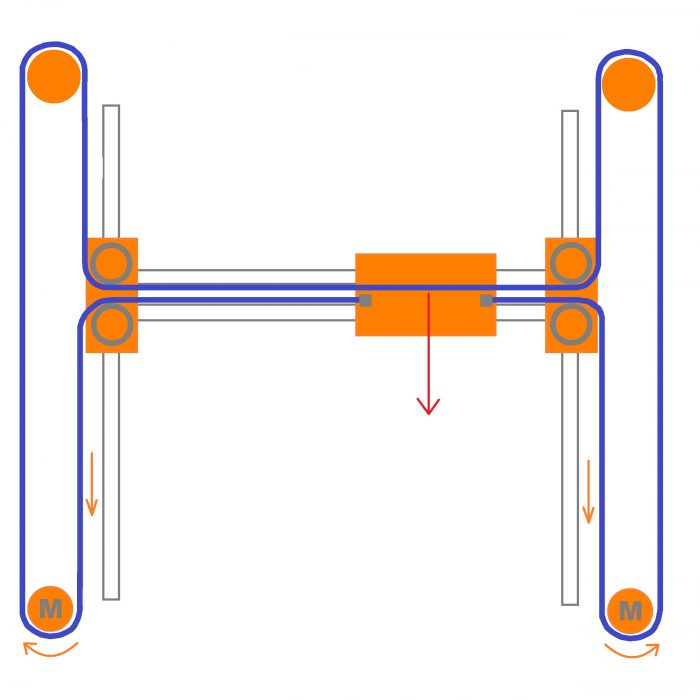
Analogicznie, chcąc przesunąć nasz wózek po osi X, musimy ponownie zsynchronizować nasze silniki. W tym jednak wypadku nie mogą się one kręcić w przeciwne strony. Kręcąc naszymi silnikami w tym samym kierunku, powodujemy skracanie odcinka łączącego lewy silnik z wózkiem oraz wydłużanie odcinka paska łączącego prawy silnik z wózkiem. Jeśli prędkości obu silników będą równe, to wózek poruszał się będzie idealnie wzdłuż osi X.

Drugim układem jest Core XY. W jego skład wchodzi również wózek, dwa silniki, lecz liczba wałków została zwiększona o dwa, a zamiast jednego paska mamy już dwa paski. Niektórym może być ciężko odnaleźć się w tej plątaninie pasków, więc na tym przykładzie już nie będziemy omawiać zasady działania.

Czemu stosowane są dwa takie układy? Jak zawsze, każde rozwiązanie ma swoje plusy i minusy. Układ H-Bot jest zdecydowanie prostszy w budowie, lecz ze względu na jego podatność na przekaszanie osi X, wymaga on bardziej solidnego układu mechanicznego niż CoreXY. W CoreXY wystarczą dwa łożyska na oś X – jedno po każdej stronie. Natomiast w przypadku H-Bot wymagane są już minimum cztery łożyska, oddalone od siebie o odpowiednią odległość. Niesie to za sobą kolejne problemy. Zwiększenie liczby łożysk dramatycznie zwiększa koszty całej konstrukcji, a oddalenie ich od siebie zmniejsza pole robocze drukarki, lub jeśli chcemy zachować to pole, to zwiększa nam jej zewnętrzne wymiary.
CoreXY nie ma aż takich wymagań co do zastosowanych łożysk, lecz jego skomplikowana budowa niejednokrotnie przysparza niemałych problemów początkującym. Krzyżujące się paski napędowe wymagają dobrego pomysłu na przeniesienie wizji tego układu do realnego urządzenia.
Pisząc o różnych układach, grzechem byłoby nie wspomnieć o drukarkach typu Delta. Nie są one tak popularne, jak wcześniej wspomniane drukarki, lecz i tak mają one swoich zwolenników. Jednego na pewno nie można im odmówić – ich praca jest bardzo widowiskowa!
W tej drukarce stół jest całkowicie nie ruchomy, a głowica jest wprawiana w ruch przez trzy niezależne silniki. Jeśli przyjrzymy się jej bliżej, to możemy stwierdzić, iż mechanicznie jest ona najprostsza ze wszystkich innych drukarek. I tak faktycznie jest! Jednak czy prostota jest tu kluczem do sukcesu? Niestety nie. Mimo że mechanicznie drukarka jest banalnie prosta, to koncepcja, która została tu wykorzystana nie wybacza żadnych błędów konstrukcyjnych. Każdy najmniejszy luz jest tu kilka razy bardziej problematyczny niż w tradycyjnych konstrukcjach. Ciężko uzyskać na drukarkach typu delta jakość wydruków znanych z innych typów drukarek. Właściwie, to w przypadku delt nie ma czegoś takiego jak drukarka budżetowa. Każde oszczędności w przypadku tej drukarki kończą się źle i uniemożliwiają uzyskania satysfakcjonującej nas jakości.
Drukujemy
Znamy już budowę tradycyjnych drukarek 3D, więc możemy wreszcie przejść do drukowania, a właściwie do przygotowań do drukowania. Drukarka 3D, sama w sobie jest w końcu tylko bardzo prostą maszyną sterowaną numerycznie. Jej elektronika odczytuje zapisany na karcie G-code i zamienia go na fizyczny ruch drukarki. Jednak jak przygotować taki g-code?

Pierwszy etap to przygotowanie odpowiedniego modelu 3D. Programów do modelowania 3D jest cała masa. Osobiście od zawsze miałem duży kontakt z programem Autodesk Inventor i to właśnie na nim przygotowuję wszystkie swoje modele. Jedyne, o czym należy pamiętać, to wyeksportowanie naszego gotowego modelu, do pliku o rozszerzeniu .stl.
Mając już plik .stl możemy „pociąć” nasz model. Do tego celu wykorzystujemy kolejny program, który przekonwertuje nasz model do pliku z g-code’em. Proces ten nazywany jest cięciem ze względu na fakt, iż program ten dosłownie tnie nasz model na poszczególne warstwy o określonej przez nas wysokości. Mając już takie warstwy, program generuje g-code, który przedstawia wszystkie ruchy drukarki. Każdy krok to pozycja X i Y oraz ilość filamentu, który ma zostać ekstrudowany podczas tego jednego ruchu.

Wynikiem cięcia modelu jest gotowy g-code, który możemy wysłać do drukarki i rozpocząć drukowanie naszej części. Sam G-code przedstawia się następująco:
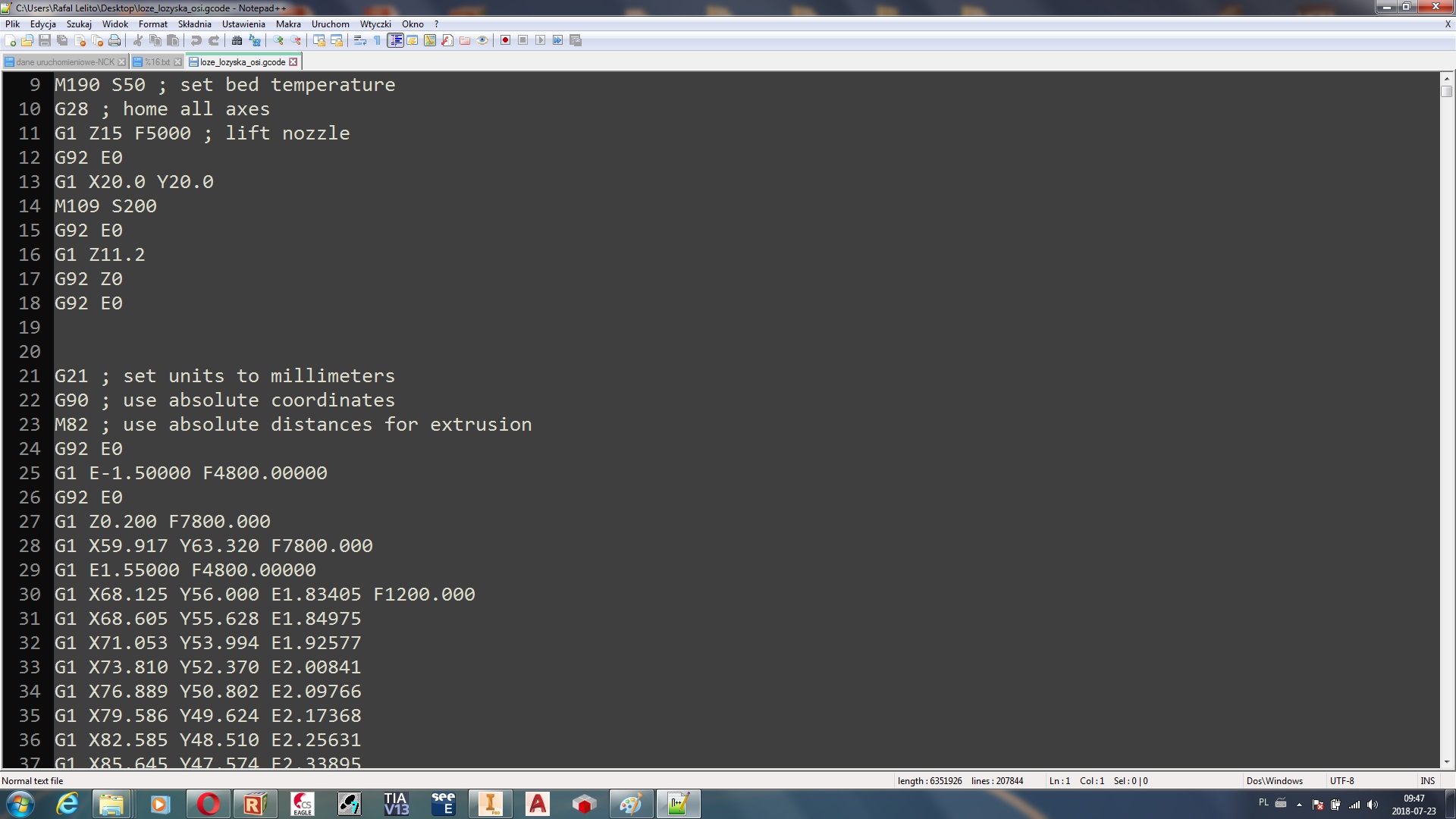
Początek naszego kodu to rzeczy takie jak ustawienie temperatury stołu, zerowanie osi drukarki, ustawienie punktu zerowego osi Z oraz E (Ekstruder) oraz załączenie grzania głowicy. Właściwy kod zaczyna się od linii 30. Mamy tam pozycję osi X, pozycję osi Y oraz pozycję osi E. Pozycję osi E możemy odczytywać jako ilość filamentu, który ma zostać ekstrudowany podczas tylko jednego ruchu do zadanej pozycji XY.
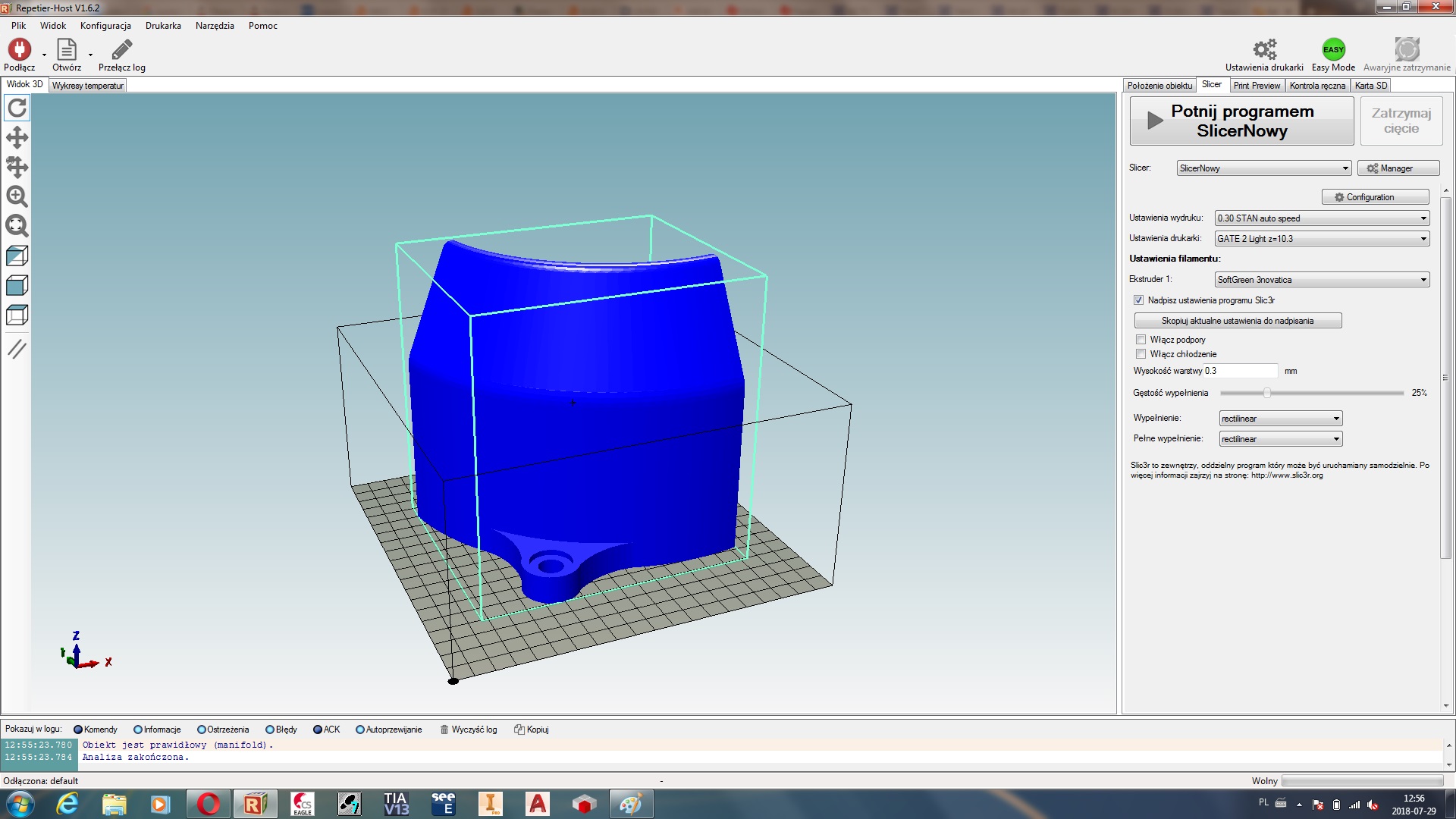
Przed pocięciem modelu mamy oczywiście do dyspozycji wiele różnych parametrów, których odpowiednie ustawienie jest kluczem do sukcesu przy chęci uzyskania bardzo dobrej jakości wydruków. Podstawowe ustawienia, to wysokość warstw, ilość zewnętrznych obrysów oraz procent wypełnienia środka wydruku. Parametry te w znacznym stopniu odpowiedzialne są za ostateczną wytrzymałość wydruku. Czym większa ilość warstw zewnętrznych oraz czym większe wypełnienie wnętrza wydruku tym cała bryła jest mocniejsza i bardziej odporna na obciążenia mechaniczne.

Pierwsza grupa parametrów, która w dużym stopniu przekłada się na jakość druku, to prędkości głowicy przy drukowaniu poszczególnych elementów. Ogólna zasada jest taka, że im większa prędkość, tym gorsza jakość wydruku. Dlatego też najczęściej zewnętrze ścianki wydruku są drukowane znacznie wolniej niż wypełnienie środkowe. Przy każdym modelu musimy też wybrać, czy zależy nam na krótkim czasie druku, czy na idealnie wydrukowanym modelu.
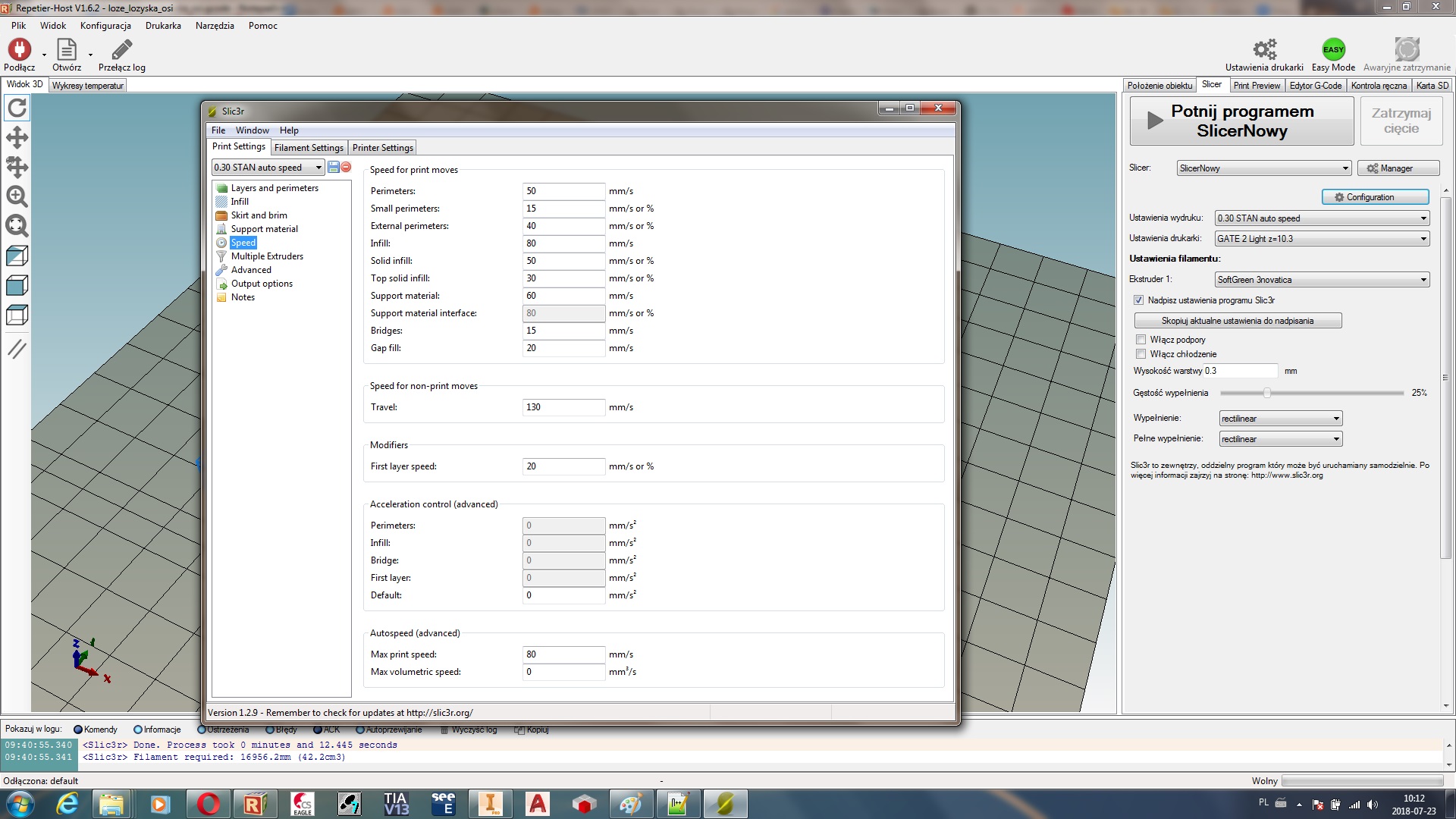
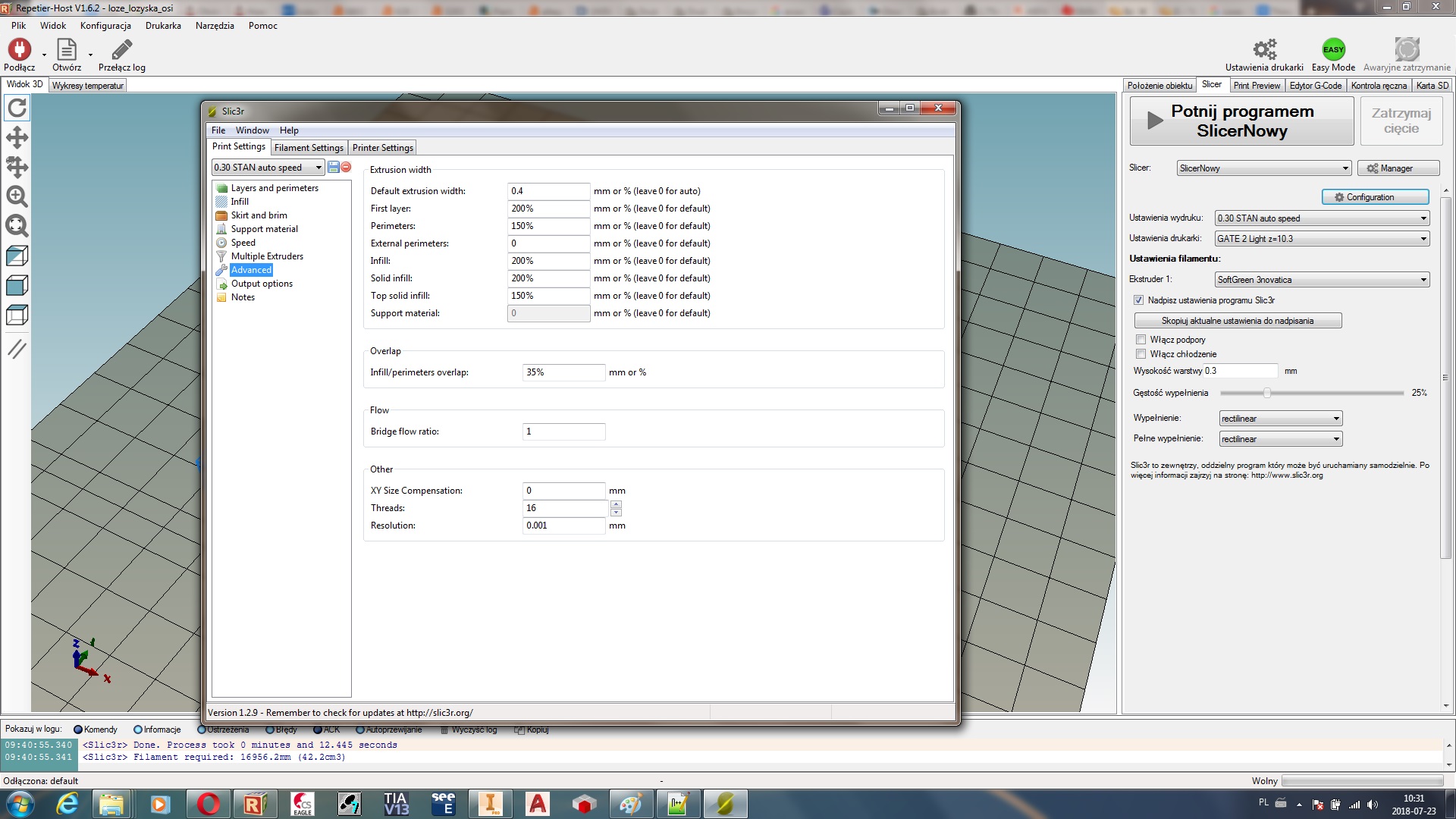
Drugą grupą parametrów, która ma duży wpływ na efekt, są szerokości ekstrudowanych ścieżek. Tak jak i w przypadku prędkości, musimy tu wybierać między jakością a krótkim czasem druku. Czym węższe ścieżki, tym odwzorowanie szczegółów będzie dokładniejsze, ale przełoży się to również na ostateczny czas potrzebny na wykonanie całego modelu. Drukarka musi wykonać więcej ruchów, by węższymi ścieżkami pokryć tę samą powierzchnię co ścieżkami szerszymi. Tak jak i w przypadku prędkości, musimy się tu zastanowić nad przeznaczeniem naszego modelu.
Czy te ustawienia zależne są tylko od chęci uzyskania dobrej jakości lub krótkiego czasu druku? Oczywiście, że nie. Są pewne filamenty, których drukowanie w ogóle nie jest możliwe w dużych prędkościach. Filamenty takie jak Nylon, czy POM to filamenty konstrukcyjne, które przy dużych prędkościach są praktycznie nie do opanowania. Zwolnienie druku w takim wypadku nie jest podyktowane dbałością o szczegóły, a specjalnymi wymaganiami wykorzystywanego tworzywa.
W ten o to sposób udało nam się przygotować G-code dla naszego pierwszego wydruku. Tak przygotowany kod wrzucamy na kartę pamięci i za jej pomocą wczytujemy go do drukarki. O ile wszystkie ustawione parametry są dobrze dobrane, to po paru godzinach możemy cieszyć się naszym rzeczywistym modelem.

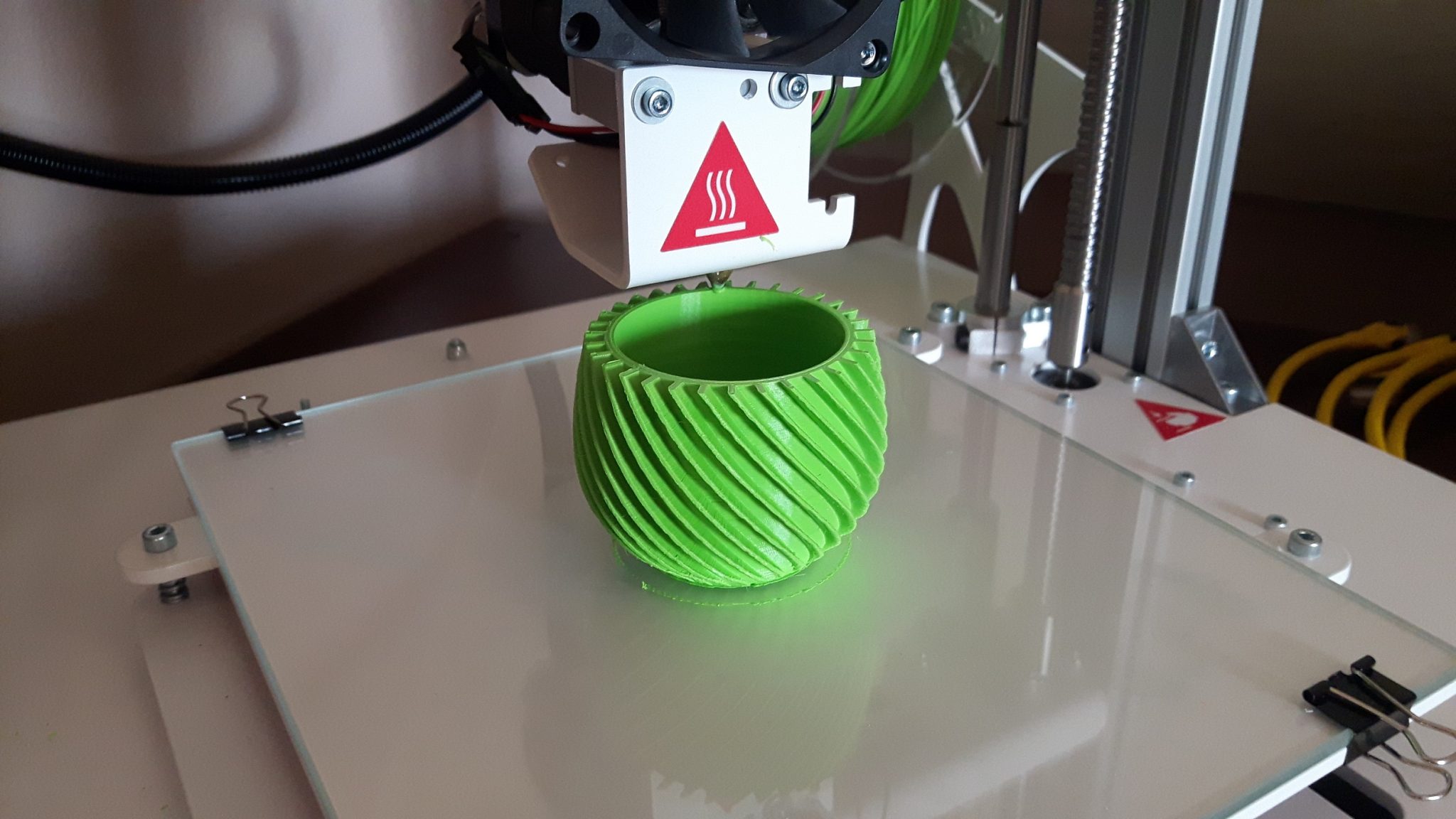
Jednak czy po pierwszym wydrukowanym modelu możemy być pewni, że każdy kolejny model wydrukowany na podstawie tego samego g-code’u będzie tak samo dobry? Oczywiście, że nie. Na jakość wydruku nie wpływają same ustawienia „cięcia” modelu, ale także mechanika samej drukarki. Nie wiem, czy wszyscy się zorientowali, natomiast element, który widzicie wyżej, jest jedną z części podstawy robota. Do gotowej konstrukcji będę potrzebował dwa takie identyczne modele, więc zaraz po wydrukowaniu pierwszego, uruchomiłem ten sam g-code, by wydrukować druki, identyczny model.

Niestety, drugi model nie wyszedł już tak samo dobrze, jak pierwszy. Na jego powierzchni można bowiem dojrzeć pewne przerwy pomiędzy warstwami. Co jest ich przyczyną? To jest bardzo dobre pytanie. Każdy defekt naszego druku może mieć inną przyczynę. Dlatego też usunięcie tego typu usterki czasami może się okazać bardzo pracochłonne.
W moim przypadku przyczyną problemów okazała się częściowo zatkana dysza głowicy. W czasie ruchu głowicy, z dyszy nie zawsze wydobywała się wystarczająca ilość filamentu i właśnie dlatego na powierzchni modelu powstały widoczne poniżej przerwy. Rozwiązaniem tego problemu jest oczywiście przeczyszczenie dyszy. Bardzo popularnym sposobem czyszczenia dyszy jest wygrzanie jej nad np. palnikiem, a następnie przeczyszczenie jej z resztek wypalonego filamentu. Oczywiście nie jest to metoda idealna dla wszystkich rodzai filamentów, lecz w przypadku PLA lub ABS sprawdza się świetnie. Trzeba bowiem pamiętać, że dysze w drukarkach 3D mają najczęściej średnicę między 0,2 a 0,8 mm, więc samo mechaniczne czyszczenie dyszy nie zawsze jest wystarczające.

Wyżej widoczny defekt nie jest jednak aż tak bardzo problematyczny, by z jego powodu wyrzucać gotowy wydruk. Osoby, które nie mają nic wspólnego z drukiem 3D, nawet nie zauważą, że z modelem jest coś nie tak. Poza tym gotowy wydruk jest naprawdę duży, więc ilość zmarnowanego filamentu byłaby olbrzymia. Czasami trzeba się pogodzić z pewnymi niedoskonałościami, gdyż druk 3D właśnie taki jest, że nigdy nie jesteśmy pewni efektu. Jeśli nie drukujemy modelu stricte ozdobnego, to nie rozczulamy się nad tak błahymi defektami, gdyż byłoby to po prostu nieekonomiczne.

Po tym krótkim tekście jestem już spokojny, że udostępniając kolejne części serii o drukowaniu części do robota, każdy będzie miał jakąś podstawową wiedzę na temat wykorzystanej technologii druku 3D. Kto wie, może nawet zainteresowałem kogoś tą technologią na tyle, że sam zastanowi się nad wyposażeniem swojej firmy w prywatną drukarkę 3D. Jej możliwości prototypowania oraz wykonywania funkcjonalnych wydruków dla gotowych maszyn są ogromne i wiele osób na pewno je doceni. Może być też tak, że osoby z chrapką do majsterkowania, same zdecydują na skonstruowanie własnej drukarki na swoje potrzeby, co oczywiście nie jest awykonalne.
Podziękowania
Projekt robota wydrukowanego w 3D „KROKI” koordynowany jest przez Zespół iAutomatyka.pl. W wyniku współpracy z firmami z branży udało się pozyskać wiele materiałów i urządzeń niezbędnych do ukończenia projektu. Szczególne podziękowania kierujemy do następujących firm:
|
|
|
| Pobierz za darmo: http://www.ige-xao.com/ |
|
|
|
|
Rafał Lelito