




Jeśli pracujesz w branży automatyki to zapewne nie raz przechodziłeś obok tych urządzeń. Nie przywiązywałeś do nich większej uwagi, bo zasada działania była banalna, świeci, czasem miga i tyle. Mowa tu o kolumnach sygnalizacji świetlnej maszyn i urządzeń przemysłowych. Dokładnie takich o których myślisz, zwykłe konwencjonalne, trójkolorowe światła, które informują nas o stanie maszyny. Od zawsze sygnalizacja świetlna była i będzie nieodzownym elementem każdej maszyny bądź urządzenia automatyki przemysłowej. Monitorowanie procesu i status maszyny są integralną częścią produkcji w zakładzie przemysłowym ale w dalszym ciągu to tylko zwykłe kolorowe lampki, można sobie pomyśleć, nic interesującego tutaj nie ma.
A co powiesz na inteligentne wielosegmentowe światło które nie tylko poinformuje cię o stanach urządzeń lub maszyn ale oprócz tej podstawowej funkcji sygnalizacji są inne, takie jak sygnalizowanie poziomu bądź nawet tryb tzw. płynnego światła?
I to wszystko w jednej, małej, zgrabnej obudowie, plus szybki montaż i uruchomienie, dzięki technologii IO-Link. To wszystko otwiera nowe możliwości nie tylko pod względem funkcjonalności. Osoby decyzyjne w zakładach przemysłowych lubią jak przy maszynie „coś się dzieje”, czasami bardziej przykuwają uwagę do wyglądu wizualizacji HMI niż do jej funkcjonalności i optymalizacji.
W tym przypadku nie dość, że mamy coś funkcjonalnego to i przyzwoicie się prezentuje. Mowa tutaj o kolumnie sygnalizacyjnej Balluf SmartLight!
Rewolucja sygnalizacji
Jak zrobić rewolucje zwykłej kolumny sygnalizacyjnej. Proste – dodać IO-Link.
Piękno w swej prostocie, proste połączenie oraz łatwa konfiguracja sprawiają, że Smart Light firmy BALLUFF nie ma sobie równych w swojej kategorii.
Dzięki technologii IO-Link w prosty sposób można skonfigurować segmenty Smart Light i to nawet podczas pracy urządzenia. Tryb pracy można przełączać w oparciu o zaprogramowane warunki, dzięki czemu pojedyncze światło SmartLight może być używane jako wielofunkcyjny wskaźnik. Zmiana spektrum kolorów, natężenia światła, ‘’wielkości’’ segmentów oraz tryb pracy, to wszystko bez mechanicznej ingerencji w kolumnę świetlną Smart Light. Kilka prostych kliknięć w oprogramowaniu konfiguracyjnym i gotowe – elastyczność i wygoda dla użytkownika.
Tryby Pracy
Zastosowanie interfejsu IO-Link, pozwala na elastyczną i zdalną zmianę ustawień jednego z 20 segmentów nawet podczas pracy urządzenia. Przydział nowych kolorów oraz szerokości segmentu bez konieczności mechanicznej modyfikacji kolumny LED wymaga wykonania zaledwie kilku poleceń z poziomu PLC. Takie rozwiązanie zapewnia użytkownikom znaczną swobodę wyboru kolorów oraz jednego z trzech dostępnych trybów:

- Tryb Sygnalizacji
Jest to podstawowy tryb pracy Smart Light, Jest to tryb statusu i jest reprezentowany za pomocą różnych kolorów w innych strefach – segmentach. Liczbę segmentów można ustawić dowolną – od 1 do 5. Moduł Smart Light ma 20 Diod LED, które są równomiernie rozłożone między segmentami. Każda strefa może świecić w jednym z sześciu predefiniowanych kolorów i jednego koloru zdefiniowanego przez użytkownika. W tym trybie, strefy można także skonfigurować w tryb migający wraz z możliwościa wyboru częstotliwości migania.
Dzięki tak bogatej konfiguracji, można w szybki i łatwy sposób skonfigurować moduł Smart Light niezależnie od trudności zadania.
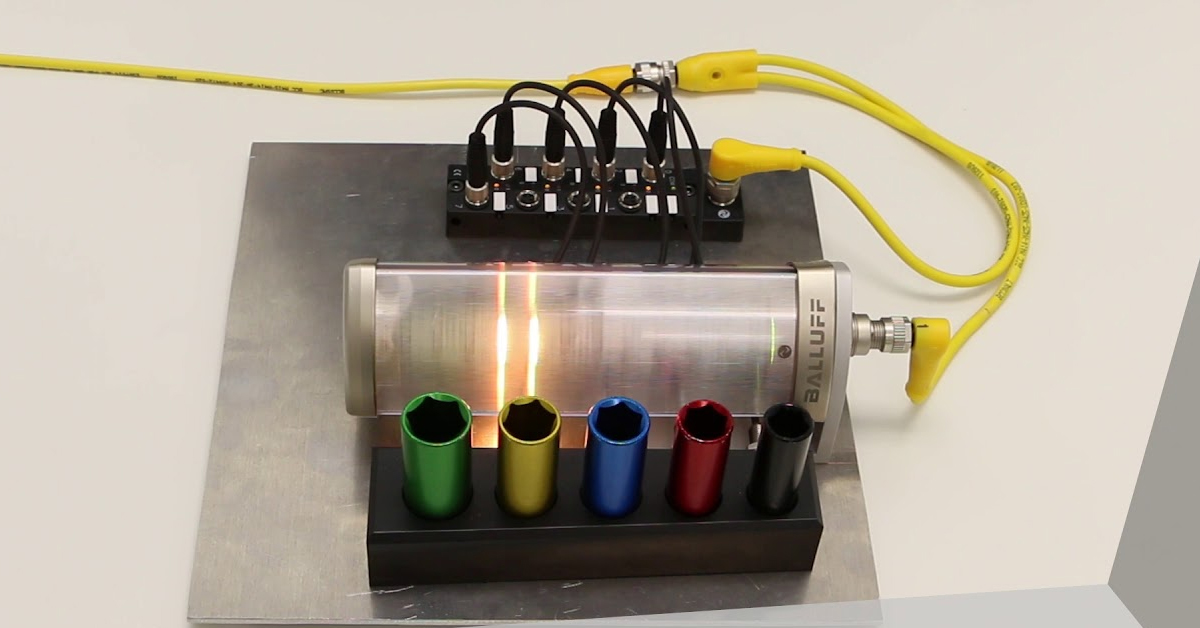
- Tryb Wskazania Poziomu
W trybie wskazania poziomu, cały moduł działa jako 5 segmentowy element wskaźnikowy. Dane procesowe ze sterownika PLC nie określają tu kolorów segmentów, ale ‘’poziom’’’. Im wyższa wartość, tym więcej diod LED ‘’świeci się’’.
Ten tryb może być używany jako szczegółowy wskaźnik, na przykład do wskazania poziomu płynu w zbiorniku, wartość temperatury a nawet wskazywać przemieszczenie. Ponadto wartości ze sterownika PLC mogą przekładać się na zmianę kolorów modułu Smart Light np. Jeśli poziom cieczy w zbiorniku będzie w dopuszczalnym zakresie, segmenty mogą mieć kolor Zielony. Gdy cieczy zacznie przybywać ponad zakres alarmowy wtedy segmenty mogą zmienić kolor na Żółty a następnie w stanie krytycznym kolor Czerwony.
- Tryb Sygnalizacji Pracy
W tym trybie cały moduł działa jako jeden element. W łatwy sposób możemy kontrolować kolor ‘’ruchomych’’ diod LED,
kolor tła, liczba ‘’ruchomych’’ segmentów oraz prędkość biegu. Liczba ‘’ruchomych’’ segmentów może być ustawiona pomiędzy 1-3.
Montaż i Konfiguracja
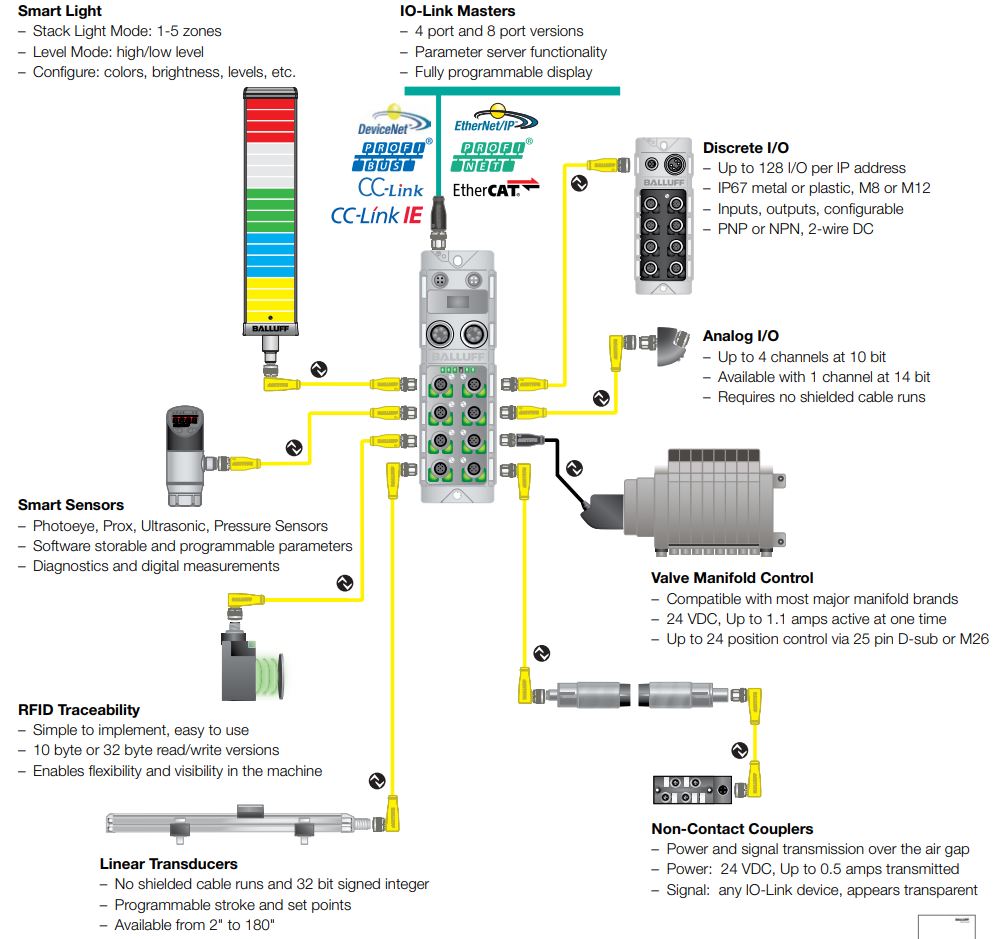
Tutaj nie może być prościej, dzięki gwintowi M18 w podstawie modułu możemy w łatwy sposób zamontować Smart Light do każdej maszyny. A poniżej znajduje się standardowe złącze M12 do którego podpinamy standardowy przewód nieekranowany, tak jak w przypadku zwykłych sensorów. Moduł Smart Light jest podpięty do IO-Link Master bez dodatkowego źródła zasilania, co jest dodatkowym plusem. Prościej być nie może.

- +24V DC
- N/A
- DGND
- C/Q, IO-Link Data transmission channel
Gdy już mamy wszystko zainstalowane i podpięte, czas na konfiguracje. W tym celu użyte zostaje oprogramowanie -Smartlight Configuration Tool V1.2. Oprogramowanie nie musi być zainstalowane; tylko niezbędne pliki muszą zostać skopiowane do żądanego katalogu.

Po uruchomieniu wyświetlany jest ekran początkowy. Port komunikacyjny USB master może być wybrany z rozwijanej listy. Po wybraniu właściwego portu komunikacyjnego pomiędzy PC a USB Master, naciskamy ‘’Connect’’. Gdy dioda Statusowa LED na module Smartlight nie miga, urządzenie USB master nie jest w trybie IO-Link. W takim przypadku należy nacisnąć przycisk IO-Link.

W zakładce – Stacklight – możemy ustawić parametry podstawowego trybu pracy modułu Smart Light – Tryb Sygnalizacji. Tutaj możemy wybrać za pomocą suwaka ilość segmentów. Następnie każdy segment może być kontrolowany oddzielnie, wybierając kolor danego segmentu oraz rodzaj migotania lub brak a także częstotliwość migotania.
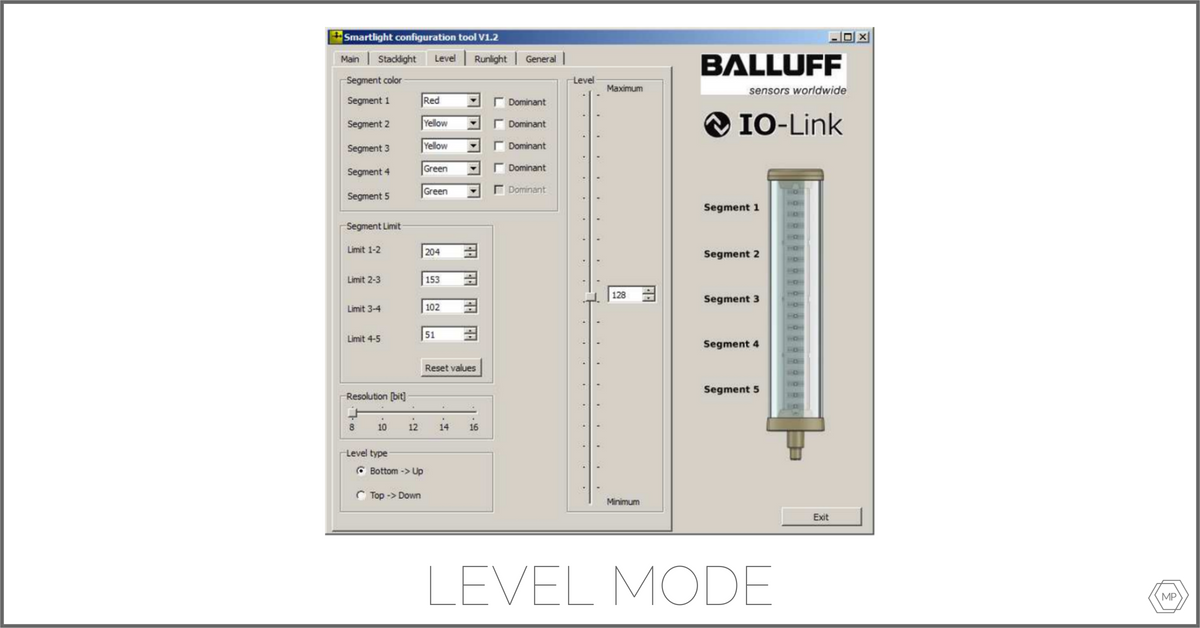
W zakładce – Level – możemy ustawić parametry bardziej zaawansowanego trybu pracy modułu Smart Light – Tryb Wskazania Poziomu. W tym trybie wszystkie 20 diod LED jest kontrolowane za pomocą jednej danej procesowej. Im wyższa wartość danej procesowej jest wysyłana do modułu tym więcej diod się włącza. Dane wysyłane do modułu Smartlight można ustawiać za pomocą pionowego suwaka – Level. Rozdzielczość danych możemy wybierać za pomocą poziomego suwaka – Resolution. Wszystkie diody są podzielone na 5 segmentów, każdy segment możemy niezależnie ustawić pod względem kolorystyki. Ciekawą opcją jest wybór koloru dominującego – Każdy kolor (oprócz koloru segmentu 5) można ustawić jako dominujący. Kiedy kolor segmentu jest dominujący, a segment jest aktywny, segmenty, które znajdują się ‘’poniżej’’ aktywnego segmentu, będą kolorowe nie jako kolor oryginalny, ale jako segment dominujący. Domyślnie pięć segmentów jest podzielonych równo, każdy segment zawiera 4 diody LED – to można zmienić za pomocą okna – Segment Limits. Na koniec za pomocą – Level Type, można wybrać w którą stronę mają się włączać diody – od dołu do góry czy na odwrót.

W zakładce – Runlight – możemy ustawić parametry ostatniego trybu pracy modułu Smart Light – Tryb Stanu Pracy. Liczbę aktywnych segmentów można ustawić za pomocą poziomego suwaka. W tym przypadku jeden segment zawiera 4 diody LED. Można ustawić kolor diod LED i kolor tła z rozwijanej listy. Prędkość bieżącego segmentu można wybrać za pomocą poziomego Suwak, do wyboru mamy pięć różnych prędkości.

W zakładce – General – możemy kontrolować jasność poszczególnych kanałów RGB.
Balluff Smart Light IO-Link
IO-Link jest pierwszą znormalizowaną technologią IO na świecie (IEC 61131-9) do komunikacji z czujnikami i elementów wykonawczych. Komunikacja opiera się na 3-przewodowym czujniku bez dodatkowych wymagań dotyczących materiału kabla. Tak więc IO-Link nie jest systemem typu fieldbus, ale dalszym rozwojem istniejącej, wypróbowanej i przetestowanej technologii połączeń dla czujników i elementów wykonawczych.
Okablowanie jest standaryzowane na podstawie M5, M8 i M12. Zdecydowana większość urządzeń IO-Link jest wyposażona w złącza M12, maksymalna długość okablowania to 20m, 3-żyłowym, nie ekranowanym kablem. Łatwe okablowanie, automatyczne ustawianie parametrów i rozbudowana diagnostyka to tylko niektóre zalety IO-Link.
Wiecej informacji na temat technologii IO-Link znajdziesz tutaj.
Standardowo dostępne są 2 bajty danych procesowych na cykl.
Wielkość Danych Procesowych modułu Smart Light to – 3 bajty. Wyjściowe dane procesowe mają różne znaczenie w zależności od wybranego trybu pracy. Dokładnego opisu danych procesowych możesz wyszukać w manualu urządzenia na stronie producenta.
Przykłady zastosowań

W fabryce produktów z branży samochodowej, robot chwyta gotowe elementy spawane i umieszcza je w kontenerach znajdujących się po przeciwnej stronie stanowiska. Działanie komory spawalniczej jest w pełni zautomatyzowane. Pracownik jest jedynie odpowiedzialny za dostarczanie i wyjmowanie części. Jeśli kilka minut wcześniej światło sygnalizacyjne zamontowane nad stanowiskiem dla obrobionych przedmiotów emitowało zielone światło w jednej trzeciej wysokości modułu, teraz będzie się świecić na zielono w niemal 100%. Jest to wskazówka dla operatora, że zbiornik jest prawie pełny i że kolumna sygnalizacyjna „Smart Light” będzie wkrótce migać na żółto, informując o potrzebie opróżnienia zbiornika. Sąsiadujące, niebieskie migające światło powyżej stanowiska zasilania wkrótce poinformuje pracownika, że na stojaku rozpoznano niedawno włożony pusty kontener i teraz trwa faza inicjalizacji. Światło sygnalizacyjne natychmiast zaświeci się na niebiesko na całej swojej wysokości, a następnie poziom będzie obniżał się wraz z postępującym napełnieniem.

W innej lokalizacji, żółte światło migające wskazuje, że stanowisko napełniania w tym momencie jest także w fazie inicjalizacji. W razie wystąpienia niebezpiecznego stanu rozwiązanie IO-Link „Smart Light” bezzwłocznie zasygnalizuje to kolorem czerwonym. Kolor czerwony oznacza zatrzymanie pracy, a zielony — możliwość kontynuacji: zarówno w fabryce, jak i poza nią kolory mają znaczenie symboliczne. W wielu przypadkach są powiązane z komunikatami i instrukcjami działań, które są natychmiast zrozumiałe dla wszystkich. W obszarze działania maszyn i systemów, światła sygnalizacyjne emitują komunikaty w postaci odpowiednich kolorów, które wizualnie informują o określonych stanach maszyny i stanach roboczych. W niektórych sytuacjach sygnałom świetlnym towarzyszy sygnał dźwiękowy.
Podsumowanie
Dzięki tej technologii, w prosty sposób, możliwe jest przekazywanie powiadomień, różnych stanów, ostrzeżeń lub instrukcji z zakresu określonych działań. Kolumna Smart Light nie tylko poszerza możliwości funkcjonalne ale także upraszcza budowę układu sterowania dzięki IO-Link. Przemysł 4.0 dzieje się dzisiaj i z każdym dniem będziemy dowiadywać się o kolejnych takich rozwiązaniach.
Jeśli chciałbyś dowiedzieć się czegoś więcej o tej technologii to odsyłam do broszury Balluff Smart Light oraz do strony Balluff.com
Dziękuje i pozdrawiam,
Maciej Pala
