





Czy szkolenie za ponad 3000 zł z podstaw programowania PLC to dobra inwestycja? Czy po takim szkoleniu będę umiał programować sterowniki PLC Siemens? Czego się dowiem na takim szkoleniu? Na jakim poziomie wiedzy i doświadczenia warto zacząć takie szkolenie? Jak wyglądają materiały szkoleniowe? Czy jeśli znasz sterowniki S7-300 to warto odświeżyć sobie pamięć takim szkoleniem?
Takie pytania dostajemy kilka razy w miesiącu, a jeszcze więcej takich pytań pojawia się w naszej grupie Automatyk Może Więcej. Przeczytaj ten artykuł, obejrzyj zdjęcia i filmy, a poznasz odpowiedzi i nie będziesz miał wątpliwości!
Nazywam się Rafał Kupiński (ten po prawej) i artykuł który czytasz jest napisany z perspektywy osoby, nie mającej dużego doświadczenia ani wiedzy o sterownikach PLC. Komentarze Marcia Faszczewskiego (tego po lewej), doświadczonego automatyka, zaznaczymy na pomarańczowo.
Zaczynamy!

Marcin Faszczewski i Rafał Kupiński, wspólnicy i założyciele Projektu iAutomatyka
Co jakiś czas dostajemy zaproszenia na szkolenia związane z automatyką lub robotyką, bardzo cieszymy się z takiej współpracy, ponieważ powstaje z niej wiele korzyści dla kilku stron. Ty, drogi czytelniku, możesz dowiedzieć się jak było na takim szkoleniu, my podnosimy swoje kompetencje, świetnie się bawimy i produkujemy więcej treści a gospodarze, którzy nas zapraszają mają większy rozgłos, nie ma co ukrywać 🙂
Tym razem zaproszeniem zaszczyciła nas firma Siemens, na dowolnie wybrane szkolenie z całej ich oferty szkoleniowej! Oczy nam się zaszkliły ze szczęścia i zaczęliśmy analizować co wybrać. Chcieliśmy wykorzystać możliwość najlepiej jak się da i padło na Programowanie S7-300/400 – poziom podstawowy, dlaczego? Poziom podstawowy dlatego, że zaawansowanego zapewne bym nie zrozumiał na tym poziomie wiedzy. Szkolenie z programowania sterowników PLC dlatego, że jest to najczęściej poruszana dziedzina w automatyce. Padło więc na sterowniki S7-300/400 dlatego, że Marcin był już na szkoleniu podstawowym ze sterowników S7-1200 w innej firmie szkoleniowej i nie chciał marnować czasu na coś co doskonale zna.

Nadszedł w końcu ten dzień, poniedziałek – 9 października 2017 r. A przede mną nieznane, bo co mogę powiedzieć jeśli poza studiami, nie miałem doświadczenia ze sterownikami PLC? W ten dzień przyjechałem z Marcinem do Łodzi na tygodniowe szkolenie organizowane przez firmę Siemens, dotyczącą sterowników S7-300/400. Sterowników, które nadal są używane w wielu zakładach przemysłowych i mimo, że mają już swoje lata, to nie znikają z rynku i jeszcze długo nie odejdą. Nadal są funkcjonalne i zapewne większość doświadczonych automatyków miało przyjemność pracować w większym lub mniejszym stopniu przy tym PLC-ku z serii S7. Z mojej perspektywy było to coś nowego, więc na szkolenie przyjechałem pełen wigoru i entuzjazmu , aby zapoznać się z tym sławnym S7-300.
Przejdźmy więc do konkretów!
Organizacja i temat szkolenia.
- Czas: szkolenie odbyło się w dniach od 09.10.2017 r. do 13.10.2017 r. Codziennie 7 godzin od poniedziałku do piątku.
- Lokalizacja: oddział firmy Siemens w Łodzi na ul. Wydawniczej 1.
- Temat: „Programowanie sterowników SIMATIC S7-300/400 – kurs podstawowy”.
Na sali szkoleniowej oprócz prowadzącego Łukasza Gozdek, było dziewięciu uczestników, po dwóch na jedno stanowisko szkoleniowe. Z pierwszego punktu widzenia dwie osoby przy jednym stanowisku nie wydało nam się zbyt atrakcyjne, ale z drugiej strony w integracji praca idzie sprawniej i szybciej. Łatwiej znaleźć lub rozwiązać dane zagadnienie jeśli zespół jest dwuosobowy. Jedna osoba może szybciej drugiej osobie wytłumaczyć niezrozumiałe zagadnienie zanim zrobi to prowadzący.
Marcin: i rzeczywiście tak było! To niesamowite ile dzięki temu było pokazanej wiedzy przez te pięć dni!
Zanim przejdziemy do omówienia harmonogramu szkolenia opiszę kilka słów o samej organizacji. Sala była klimatyzowana, co może wydawać się szczegółem, ale podstawową rzeczą na szkoleniach jest komfort uczestników! Siedem godzin dziennie w pełnym skupieniu, w dodatku 5 dni pod rząd potrafi być wyczerpujące! Podczas każdego dnia były dwie przerwy 15 minutowe na przekąski typu croissanty, kawę i wymianę zdań oraz jedna przerwa 30 minutowa na drugie danie. Każda z przerw była na wagę złota, aby odświeżyć umysł i dać chwile restartu naszej głowie.
Po za tym szkolenie przebiegało naprawdę w dynamiczny, ale kontrolowany sposób, nie zapominając o tym iż każdy przy stanowisku musiał wykonań zadane ćwiczenie i zrozumieć dane zagadnienie żebyśmy mogli przejść do kolejnego.
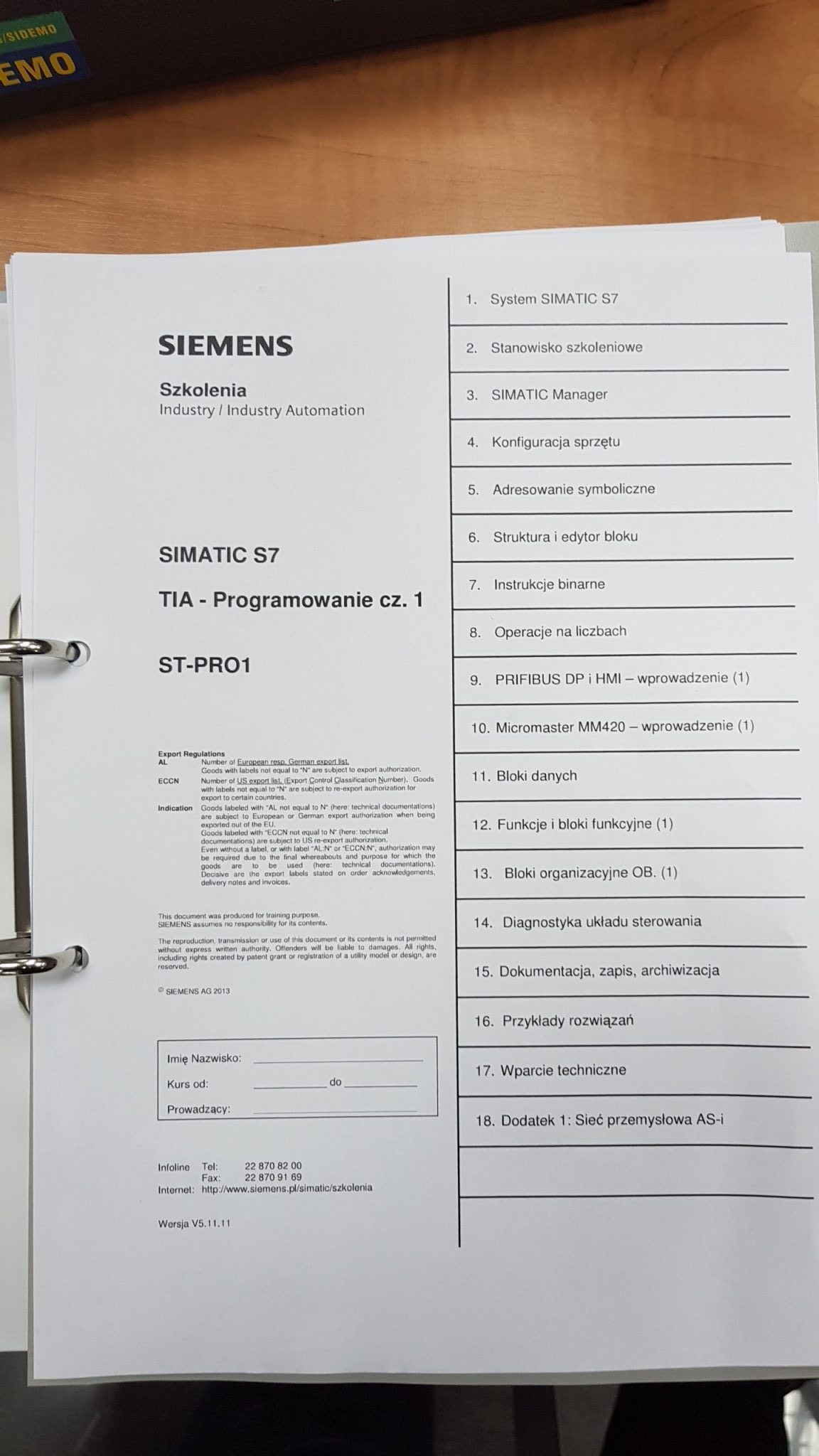 Po zapoznaniu się z materiałem, który mieliśmy przerobić w ciągu tygodnia, byłem pozytywnie zaskoczony, ile wartościowych rzeczy wyniosę z Łodzi. Marcin, z którym przyjechałem na szkolenie po zapoznaniu się z agendą, wesoło podsumował to jednym zdaniem: „Jestem w szoku, że przerobimy aż tyle!” Kliknij w obrazek obok aby zobaczyć agendę.
Po zapoznaniu się z materiałem, który mieliśmy przerobić w ciągu tygodnia, byłem pozytywnie zaskoczony, ile wartościowych rzeczy wyniosę z Łodzi. Marcin, z którym przyjechałem na szkolenie po zapoznaniu się z agendą, wesoło podsumował to jednym zdaniem: „Jestem w szoku, że przerobimy aż tyle!” Kliknij w obrazek obok aby zobaczyć agendę.
Jakie zagadnienia zostały poruszone?
Na początku szkolenia nie było owijania w przysłowiową bawełnę! Nie traciliśmy czasu na omówienie całej oferty produktów firmy Siemens, lecz od razu przeszliśmy do konkretów czyli do sterowników S7-300/400. W krótkim wstępie Łukasz (prowadzący), pokazał nam budowę tych PLC oraz różnice pomiędzy nimi. Wstępnie omówił nam oprogramowanie STEP7 do projektowania i programowania systemów SIMATIC S7-300 lub S7-400. Zapoznał uczestników z trzema językami programowania, zwracając uwagę, że na szkoleniu będziemy korzystać tylko z języka drabinkowego LAD.

Następnie przeszliśmy do omówienia naszego stanowiska szkoleniowego, które było bogato wyposażone we wszystkie niezbędne urządzenia i symulatory aby przetestować absolutnie każdą podstawową rzecz! Od sterownika S7-300 do panela HMI, poprzez moduły wejść/wyjść, moduły wejść/wyjść rozproszone ET-200S oraz programator Simatic Field PG Siemens (laptop). Nie zabrakło również, symulatorów i zadajników oraz szkoleniowej mini taśmy transportowej z zamontowanymi czujnikami indukcyjnymi i jednym optycznym. Po takim zestawie wiedziałem, że przez tydzień czasu nie będę się nudził… o nie 🙂


Nie zdążyłem się nacieszyć stanowiskiem, a już włączyliśmy zasilanie i odpaliliśmy program STEP 7, przeszliśmy do szczegółowego zapoznawania się z oprogramowaniem oraz do napisania prostego programu w języku drabinkowym. Łukasz rozłożył dosłownie na czynniki pierwsze co się dzieje ze sterownikiem po zaprogramowaniu. Co to są bity, bajty, słowa, podwójne słowa, markery, jaka jest struktura pamięci w sterowniku, gdzie są przenoszone bity i czemu tak się dzieje. Wyjaśnił nam co to jest i jak działa cykl programu sterownika PLC, co to są przerwania i w jakich przypadkach się je stosuje.
Marcin: To była niezwykle istotna część szkolenia! Łukasz wprowadził początkujących w podstawy techniki cyfrowej i przetwarzania danych, a innym odświeżył pamięć. Ogólnie powinieneś być uzbrojony w taką wiedzę już przed szkoleniem! Co jeśli wybierasz się tam bez tego? Po pierwszym dniu, weź otrzymane materiały i powtórz wszystko po szkoleniu, w hotelu! W materiałach szkoleniowych jest dokładnie opisana niemal każda część szkolenia.
Marcin: Ten segregator to najlepiej opracowany skrypt szkoleniowy jaki widziałem i mówię to z pełnym przekonaniem. Obiecuję Ci, że jeśli będziesz brał czynny udział w szkoleniu to po powrocie do domu znajdziesz w nim wszystko dokładnie opisane i przypomnisz sobie niemal każdą część szkolenia. Jak się później dopytaliśmy, te materiały to wspólnie opracowany standard przez wszystkie placówki szkoleniowe Siemensa z całego świata. Jest moc!

Prowadzący szkolenie opisywał zagadnienia w sposób tak prosty i zrozumiały, że nie można byłoby tego przedstawić bardziej klarownie. Serio! Przed napisaniem naszego pierwszego programu, Łukasz opisywał daną funkcję, a następnie byliśmy zobligowani do rozwiązania danego ćwiczenia (napisanie np. programu) w oparciu o tę funkcję. Ten sposób przypadł mi szczególnie do gustu, bo nie tylko zapoznajemy się z teorią, ale od razu na bieżąco, fizycznie programujemy i widzimy efekty oraz działanie danej funkcji. Pozwala to nam na szybsze przyswojenie informacji z danego zagadnienia.
W czasie 5-ciu dni szkolenia poznaliśmy wiele operacji logicznych takich jak: styki NC i NO, funkcja set reset, zbocze narastające i opadające, wszelkiego rodzaju liczniki, timery, funkcje przeniesienia. Funkcje te zostały wyjaśnione w sposób, który pozwolił na odkrycie większych możliwości. Poznałem wiele szczegółów i zależności jakie mogą powstać przy stosowaniu nawet najprostszych operacji logicznych. Prowadzący pokazał wiele praktycznych przykładów stosowania tych funkcji i zwrócił szczególną uwagę na różnicę w ich stosowaniu.
Na szkoleniu zapoznaliśmy się również z blokami danych, funkcyjnymi i organizacyjnymi. Program napisany w bloku funkcyjnym m.in. ułatwia zarządzanie programem, przez co staje się czytelniejszy i prostszy do jakichkolwiek modyfikacji. Poświęciliśmy również trochę czasu na podstawową diagnostykę sieci wraz z wykonaniem ćwiczenia znalezienia i poprawienia błędów we wgranym programie.
Zapoznaliśmy się również z siecią PROFIBUS. Od konfiguracji po budowę, co pozwoliło zrozumieć istotę jej działania i zastosowania. Podmieniliśmy moduł wejść/wyjść na moduł rozproszony ET-200S jak i również podłączyliśmy panel HMI oraz falownik z podłączonym do niego silnikiem elektrycznym. Cała komunikacja oczywiście odbywała się po sieci PROFIBUS. Rozbudowanie stanowiska dało nam jeszcze większe możliwości programowania i poznawania możliwości sterownika S7-300.
Marcin: Dużym zaskoczeniem było pojawienie się w agendzie konfiguracji Profibus a jeszcze większym pojawienie się przemiennika częstotliwości (potocznie falownika)! Na szkoleniu podstawowym? Tak, ale na szczęście zostały poruszone tylko podstawowe zagadnienia inaczej wiedzy było by za dużo do przyswojenia.

Pod koniec prowadzący pokazał jak należy uruchomić symulację w programie STEP 7, aby każdy z uczestników mógł po powrocie do domu potrenować i utrwalić zdobytą wiedzę w ciągu tygodnia szkoleniowego. Każdy z nas miał możliwość zgrać napisane przez siebie programy na pendrive do późniejszej analizy.
Na koniec każdy z uczestników dostał certyfikat ukończenia szkolenia.
Taki wpis w CV powoduje, że jesteś w czołówce kandydatów 🙂
Podsumowanie!
Przedstawiłem tylko przedsmak tego co może Was spotkać na szkoleniu. Nie ma sensu pisać o wszystkim, najlepiej samemu pojechać i się przekonać. Szkolenie zostało przeprowadzone w sposób przemyślany oraz zostało poruszonych wiele ciekawych zagadnień. Największym atutem było bardzo dużo ćwiczeń praktycznych przeprowadzanych na stanowisku szkoleniowym. Prowadzący pokazał jak można w łatwy, zrozumiały i przystępny sposób wytłumaczyć to, co wydaje się skomplikowane. Umiejętność rozkładania wszystkiego na części pierwsze, którą posiada Łukasz pozwala dla uczestnika w pełni przyswoić dany temat. Grzechem byłoby nie wspomnieć o doskonałej dokumentacji, którą otrzymał każdy z uczestników. Cały przebieg szkolenia został udokumentowany i dokładnie opisany w segregatorze. Możecie być pewni, że po szkoleniu, jak będziecie chcieli coś sobie przypomnieć to wystarczy, że otworzycie skrypt szkolenia i wszystko stanie się jasne. Materiał szkoleniowy został przygotowany bardzo szczegółowy i dokładnie, można powiedzieć, że całe szkolenie zostało praktycznie spisane do tego dokumentu. Jednym słowem, a nawet dwoma – kompendium wiedzy.
Podsumowując dane szkolenie, mogę z ręką na sercu polecić je każdemu zainteresowanemu początkującemu automatykowi. Cena jest na pewno dla wielu z nas ceną zaporową, ale myślę, że taka inwestycja w siebie dla osoby początkującej da wielki zastrzyk wiedzy, który pozwoli zrozumieć i da kompletnie inny pogląd na sterowniki PLC jak i na samego S7-300. Po prostu, wiedzę przekazaną na tego typu szkoleniach musi znać niemal każdy automatyk.
Do szkolenia niezbędna jest jednak podstawowa wiedza z układów cyfrowych, co to jest bit, bajt, kodowanie szesnastkowe i binarne itp. Co prawda prowadzący tłumaczy wszystko od podstaw ale podejrzewam, że jak ktoś tego nie przećwiczy w szkolnym zeszycie to może dobrze tego nie zrozumieć. Myślę jednak, że ten czynnik nie jest żadnym problemem dla kogokolwiek kto się w minimalnym stopniu interesuje automatyką lub nawet informatyką.
Odpowiadamy na pytania!
Czy po takim szkoleniu będziesz umiał programować sterowniki PLC?
Nie od razu. Wiedza zdobyta na szkoleniu pozwoli Tobie zacząć programować sterowniki PLC. Nauczysz się robić to zgodnie ze sztuką, poznasz narzędzia i techniki w ciągu 5 dni, które samodzielnie byś odkrywał przez kilka miesięcy. Jednym zdaniem: takie szkolenie dobrze Cię przygotuje do programowania, konfiguracji i diagnostyki sterowników PLC Siemens S7-300/400. Sztuki programowania niestety będziesz musiał nauczyć się w praktyce!
Marcin: „Ogólnie powinieneś być uzbrojony w taką wiedzę już przed szkoleniem! Co jeśli wybierasz się tam bez tego? Po pierwszym dniu, weź otrzymane materiały i powtórz wszystko po szkoleniu, w hotelu! W materiałach szkoleniowych jest dokładnie opisania niemal każda część szkolenia.” Rafał dużo wyniósł ze szkolenia, ponieważ posiadał solidne podstawy zdobyte na studiach.
Na jakim poziomie wiedzy i doświadczenia warto zacząć takie szkolenie?
Najlepiej jakbyś miał już doświadczenie z innymi sterownikami PLC a tych chciał się nauczyć. Dobrze jakbyś już znał podstawy programowania PLC. Minimum to posiadać wiedzę o technice cyfrowej. Poczytaj o takich zagadnieniach jak algebra boola, typy zmiennych w PLC, co to jest bit, bajt, słowo, 16 bitów. Jeśli nie rozumiesz o czym piszę to być może za wcześnie na takie szkolenie.
Czy jeśli znasz sterowniki S7-300 to warto odświeżyć sobie pamięć takim szkoleniem?
Marcin: To zależy! W moim przypadku niewiele dowiedziałem się nowych rzeczy, ponieważ dość dobrze znam sterowniki PLC S7-300. Czy w takim razie warto było odświeżyć wiedzę? Nie, ponieważ gdy to piszę to mam do czynienia z tymi sterownikami na co dzień. Myślę, że jeśli kiedyś programowałeś te sterowniki i teraz np. masz okazję pracować na Utrzymaniu Ruchu, gdzie większość to PLC S7-300 to warto się nad tym zastanowić. Choć wydaję mi się, że łatwo wszystko sobie przypomnieć bez takiego szkolenia. Natomiast jeśli wysyła Cię pracodawca to nie ma co odmawiać 🙂 Warto jednak zainteresować się szkoleniem zaawansowanym! Podejrzewam, że spodoba się każdemu, kto podstawy ma już za sobą!
Czy szkolenie za ponad 3000 zł z podstaw programowania PLC to dobra inwestycja?
Marcin: Tak, jeśli planujesz w najbliższym czasie wykorzystać tą wiedzę w praktyce. Tak, jeśli chcesz zacząć programować sterowniki PLC i taka kwota nie jest Tobie uciążliwa – dostaniesz zastrzyk niezbędnej wiedzy! Stosunek jakości szkolenia do ceny uważamy za atrakcyjny.
Czy warto inwestować dzisiaj w szkolenie sterowników S7-300 programowalnych w STEP7?
Marcin: Tak, jeśli pracujesz na utrzymaniu ruchu i są tam takie sterowniki – wtedy długo jeszcze mogą nie zostać zastąpione! W przeciwnym wypadku lepiej zainwestować w szkolenie z nowszych sterowników S7-1200 lub S7-1500. Sprawdź ofertę szkoleń Siemens.
GALERIA ZE SZKOLENIA
Relacja powstała dzięki współpracy z firmą:SIEMENS: jako marka rozpoznawana na całym świecie – chce być strategicznym partnerem polskiej gospodarki, oferując innowacyjne usługi, produkty i rozwiązania, które pomagają klientom firmy w osiąganiu sukcesów w zakresie automatyki i techniki napędowej. |
|
