




Praca automatyka nie kręci się jedynie w obszarze usuwania awarii i typowych modernizacji urządzeń. Im dalej wchodzimy w obszary tej branży, tym lepiej zrozumiemy jak różnorodna jest nasza praca.
Im więcej doświadczenia zdobywamy tym sprawniej możemy wykonywać bardziej zaawansowane projekty i rozwiązywać coraz trudniejsze problemy. Z czasem nasze ego inżyniera domaga się coraz więcej a ambicje pchają nas do nowych realizacji. Pojawiają się bardziej skomplikowane zagadnienia które jesteśmy w stanie łatwiej przyswoić i wykorzystać. Szczególne w dużych zakładach przemysłowych istotne są wskaźniki informujące o efektywności działania linii produkcyjnej bądź pojedynczego urządzenia.
EFEKTYWNOŚĆ ZAKŁADOWA (FE)
Efektywność zakładowa jest to wartość efektywności pracy linii w odniesieniu do zakresu czasu dostępnego dla produkcji i/lub utrzymania ruchu na tej linii.

godziny pracy – czas potrzebny na wyprodukowanie określonego wolumenu, przy pracy linii z nominalną prędkością,
godziny kalendarzowe – czas, w którym linia jest fizycznie dostępna ( nie zależnie czy jest używana),
straty zdolności – czas, w którym pracownicy linii nie pracują,
EFEKTYWNOŚĆ MASZYNOWA (ME)
Efektywność maszynowa jest miarą efektywności pracy urządzenia w odniesieniu do jego przewidzianego czasu pracy. Wpływ na wynik efektywności maszynowej mają awarie i straty prędkości linii.

godziny maszynowe – bezawaryjny czas pracy maszyny z uwzględnieniem przerw dozwolonych.
Wyznaczanie danych wskaźników jest tematem żmudnym i wymaga zorganizowania dodatkowego czasu, który moglibyśmy wykorzystać bardziej konstruktywnie. Dobrym pomysłem jest wiec wykonanie oprogramowania, które za nas wyznaczy dane parametry. Automatykom zarzuca się, że przez ich działanie ludzie tracą stanowiska pracy. W tym przypadku ucierpi jednak tylko biurokracja :). W tym artykule przedstawimy system monitorowania efektywności linii produkcyjnej wykonany dla dużego zakładu produkcyjnego.
SYSTEM MONITORINGU EFEKTYWNOŚCI LINII PRODUKCYJNEJ
We wstępie tego rozdziału opiszę krótko aplikację od strony technicznej. Program uruchamiany jest na komputerze PC mającym bezpośrednie połączenie ze sterownikiem PLC. W naszym przypadku było to S7-300 z którym komunikowaliśmy się po Ethernecie. Wymiana danych działa w obie strony z częstotliwością 1Hz i wykorzystuje jeden z bloków DB (Data Blocks) każdego sterownika. Program nie obciąża sterownika, ponieważ wszystkie obliczenia wykonywane są na PC. Aplikacja napisana została na platformie .NET w języku C# (kurs programowania C#). Całość wyświetlana jest na ekranie telewizora z zastosowaniem urządzenia zwiększającego zasięg przepływu danych po HDMI.
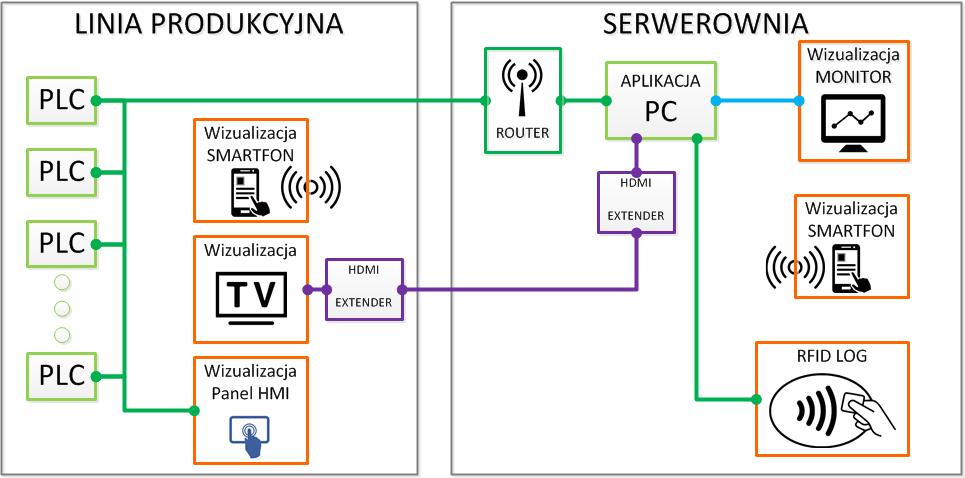
Topologia połączeń między urządzeniami monitoringu efektywności
Na rysunku niżej mamy widok głównego okna programu. Wyświetlane są na nim najważniejsze wskaźniki aktualnej zmiany oraz wykresy wizualizujące efektywność działania linii produkcyjnej. Program ma tez inne okna ukazujące np. ranking poszczególnych zespołów, wyświetlenie profilu V linii oraz możliwość wygenerowania i wydrukowania kompletnego raportu. Wszystkie istotne dane są archiwizowane na komputerze PC.
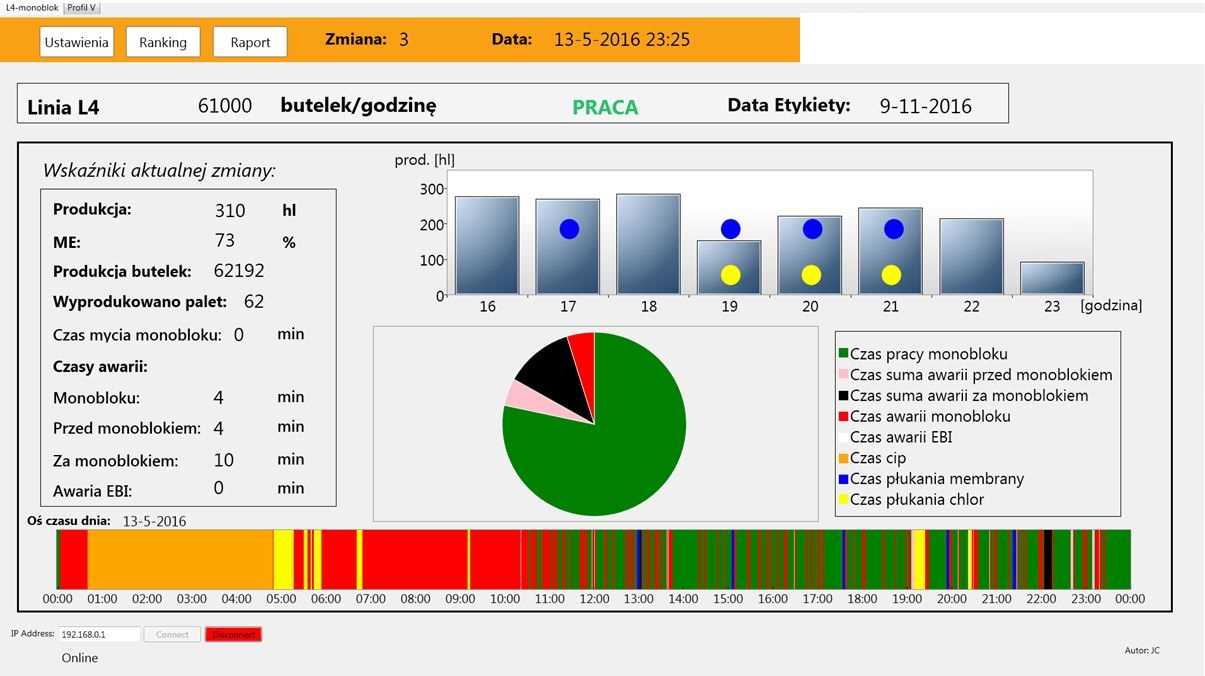
Ekran główny wizualizacji
OPIS EKRANU GŁÓWNEGO
Program uruchamiany jest automatycznie podczas startu systemu. Dane odnośnie działania linii archiwizowane są co zmianę w katalogu c:/archiwum. Główne okno programu z opisami poszczególnych modułów przedstawiono na poniższym rysunku.

Opis okna głównego
Opis interfejsu:
- Stan połączenia wizualizacji ze sterownikiem PLC. Online – jest połączenie, Offline – brak połączenia,
- Adres IP sterownika PLC. Możliwość ręcznego przerwania komunikacji oraz powtórnego połączenia.
- Najważniejsze wskaźniki pracy linii. Dane parametry zerowane są dla każdej zmiany roboczej.
- Zakładki innych okien aplikacji.
- Przyciski do obsługi okna głównego: Ustawień aplikacji, Rankingu zespołów oraz Raportu z parametrów aktualnej zmiany, który można wydrukować.
- Okno aktualnego trybu pracy linii. Aktualną prędkość linii oraz obowiązująca data etykiety.
- Ikonka pokazująca się na czas otwarcia stołówki zakładowej. Od godz. 8 do 15. Można wyłączyć ją w Ustawieniach (punkt 5).
- Wykres ukazujący ilość rozlanych [hl] produktu w przeciągu ostatnich 8h pracy rozlewarki. Każdy bloczek opisuje poszczególną godzinę. Kolorowymi kropkami na wykresie oznaczone są płukania wodą i chlorem.
- Legenda wszystkich stosowanych kolorów na wykresach.
- Wykres kołowy ukazujący efektywność działania linii produkcyjnej na aktualnej zmianie. Gdy najedziemy na określony regon wykresu pojawią się informacje odnośnie czasu trwania danego procesu.
- Oś czasu ukazująca działanie linii produkcyjnej dla aktualnego dnia pracy.
PRZEZNACZENIE SYSTEMU
Aplikacja przeznaczona jest dla przedsiębiorstw, które wdrażają w swoich fabrykach innowacyjne koncepcje zarządzania tzw. „Lean management”. Wizualizacja efektywności działania linii produkcyjnej pozwala zoptymalizować efektywność działania zakładu, linii produkcyjnej lub pojedynczego urządzenia. System pozwala na podgląd istotnych wskaźników dotyczących działania urządzenia (efektywność maszynowa, liczba i czas awarii).
Dzięki wdrożeniu takiego rozwiązania możliwa jest szybsza reakcja np. działu utrzymania ruchu w razie jakiejkolwiek powtarzającej się anomalii. Pozwala także kadrze zarządzającej wykorzystać otrzymane raporty w celu porównania pracy poszczególnych zespołów operatorów. Ekran z wizualizacją (TV LG) umieszczony został nad głównymi drzwiami linii produkcyjnej (rysunek niżej), przez co każdy może podejrzeć aktualną efektywność pracy maszyn.
Wizualizacja na ekranie telewizora
Jeżeli jesteście zainteresowani podobnym rozwiązaniem to zapraszamy do kontaktu.
gościnnie, dr inż. Jakub Cieśluk

