





Ostatnio natknąłem się na kilka opisów oraz filmów związanych z synchronizacją osi. W sieci dostępnych jest kilka opracowań opisujących ten mechanizm. Niestety opracowania – moim zdaniem- w sposób bardzo ogólny przedstawiają ten temat. Nie są to opracowania, dzięki któremu można wykonać pierwszą aplikację na zasadzie first steps lub tutorialu.
Dlatego postanowiłem w ramach dostępnego sprzętu i oprogramowania spróbować skonfigurować osie, które będą pracowały synchronicznie. Najbardziej zależało mi na celu edukacyjnym zadania- tak aby w przyszłości móc poradzić sobie z tego typu zagadaniem.
Nie ukrywam, że należę do osób, które lubią jednak namacalny kontakt z urządzeniem (nie tylko symulatory), pomajsterkować oraz wpiąć kilka kabelków, więc kiedy nadarzyła się okazja, żeby fizycznie podłączyć napęd Sinamics V90 do sterownika PLC, postanowiłem bardziej przetestować jego możliwości, niż tylko proste kręcie w prawo lub lewo.
Wykorzystane urządzenia, oprogramowanie
Do wykonania zadania postanowiłem wykorzystać dostępne urządzenia:
- sterownik S7-1511- niestety nie jest to sterownik technologiczny i nie wszystkie funkcje motion są dostępne;
- serwonapęd SINAMICS V90- 1 sztuka;
- środowisko programistyczne TIA Portal V15.1 (wersja demo)- oprogramowanie sterownika i panela HMI oraz jego symulacja.
Opis zadania
System będzie scentralizowany, gdzie sterownik PLC będzie nadrzędnym urządzeniem wydającym rozkazy napędom- będzie pełnił funkcje IO- master, a napędy I/O slave.
Zadanie będzie polegać w na zsynchronizowaniu 3 osi. Jedna z tych osi będzie główna- dwie pozostałe będą z nią zsynchronizowane (prędkość, położenie).
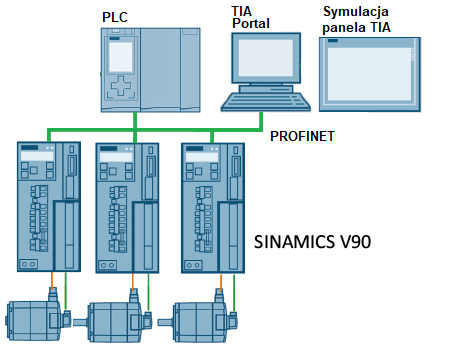
Schemat systemu sterowania
Wybór telegramu PROFIdrive
Sterownik PLC będzie się komunikował z napędem serwo za pomocą interfejsu PROFINET. Dla takiej komunikacji należy dodatkowo przyporządkować odpowiedni telegram PROFIdrive.
Dostępnych jest kilka typów telegramów PROFIdrive, które różnią się ilością i rodzajem przesyłanych danych:
- telegram 1 – sterowanie napędem bez sprzężenia zwrotnego np. sterowanie prędkością;
- telegram 3 – sterowanie napędem ze sprzężeniem zwrotnym;
- telegram 5 – sterowanie napędem ze sprzężeniem zwrotnym, wymagany tryb izochroniczny sieci.
Są to standardowe telegramy, które wykorzystują także inni producenci urządzeń automatyki.
Dostępne są tez telegramy tylko dla urządzeń Simatic i Simamics:
- telegram 102 – sterowanie napędem ze sprzężeniem zwrotnym, przesyłanie wartości momentu;
- telegram 105 – sterowanie napędem ze sprzężeniem zwrotnym, przesyłanie wartości momentu, wymagany tryb izochroniczny sieci.
Dla przedstawionego zdania został wybrany telegram 102, ponieważ jest obsługiwany przez napęd Sinamics V90. Oprócz możliwości sterowania, przesyłane jest położenie i prędkość z enkodera oraz informacja o momencie. Nie trzeba stosować dodatkowych enkoderów jak również modułów szybkich liczników dla sterownika PLC. Nie jest wymagane dodatkowe okablowanie – wystarczy kabel sieciowy.
Konfiguracja napędu Sinamics
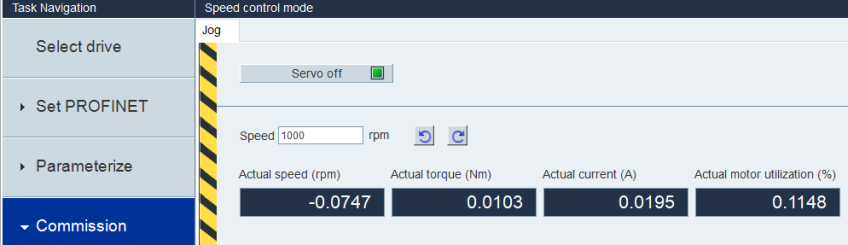
Napęd Sinamics należy skonfigurować przed jego pierwszym uruchomieniem lub w przypadku zmiany jego parametrów. Służy do tego osobne i darmowe oprogramowanie V-ASSISTANT.
Za pomocą tego narzędzia należy skonfigurować:
- typ silnika (po numerze zamówieniowym)
- telegram do wymiany danych w sieci Profinet – 102.
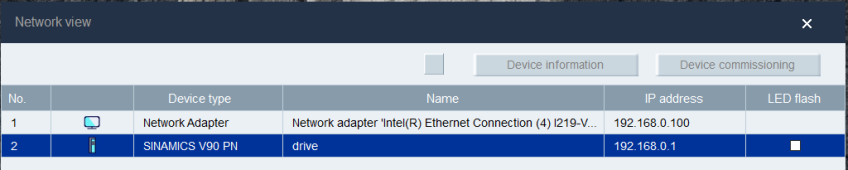
- nazwę w sieci PROFINET, adres IP;

Możliwości konfiguracji napędu w tym narzędziu są dużo większe, ale to nie jest przedmiotem tego artykułu.
Konfiguracja sterownika PLC w TIA Portal
Sterownik S7-1500 należy skonfigurować w środowisku TIA Portal za pomocą detekcji urządzenia lub wybrać odpowiedni model z katalogu urządzeń.

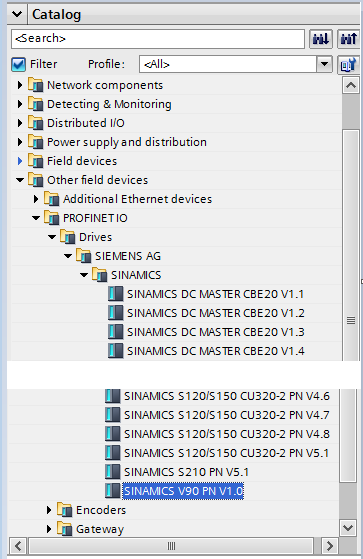
Konfiguracja napędu sinamics V90 w TIA Portal
Napęd Sinamic V90 należy wybrać z katalogu dostępnych urządzeń.
Konfiguracje urządzenia należy uzupełnić o typ telegramu, który posłuży do wymiany danych między sterownikiem na napędem- w naszym przypadku telegram 102 (taki został wybrany i skonfigurowany w oprogramowaniu V-ASSISTANT i przesłany do napędu).

Dodatkowo istnieje możliwość odczytu jakie informacje będą przesyłane przez dany telegram.

Przykładowe informacje przesyłane z wykorzystaniem telegramu 102
- STW – słowo sterujące
- ZSW – słowo statusowe
- NISOLL – prędkość zadana
- NIST – prędkość aktualna
- G1_STW – słowo sterujące encoder
- G1_ZSW – słowo statusowe enkoder
- G1_XIST – pozycja aktualna
- MELDW – słowo statusu
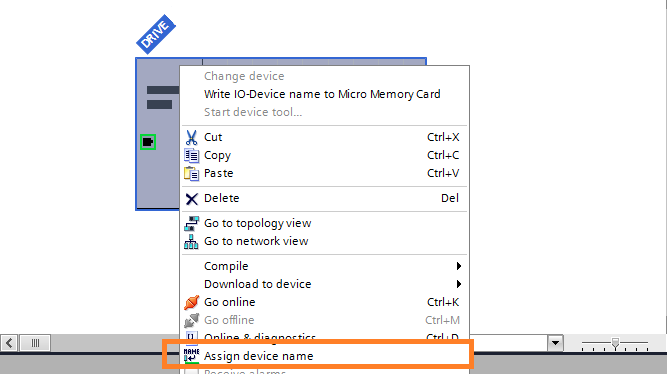
Jeśli nazwa PROFINET urządzenia została zmieniona, to takie zmiany należy przesłać do urządzenia.
Konfiguracji komunikacji w TIA Portal
Skonfigurowane urządzenia należy połączyć w jedną sieć Ethernet. Napęd Sinamics zostaje przyporządkowany do sterownika PLC.

Konfigurację należy przesłać do sterownika PLC.
Konfiguracja osi głównej OS_1
Mając w ten sposób przygotowaną konfigurację można wykonać oprogramowanie, dzięki któremu będzie można sterować pracą napędów.
Prace programistyczne w środowisku TIA Portal należy rozpocząć od skonfigurowania obiektu technologicznyego Motion- TO_PosiotioningAxis.
Kolejne kroki parametryzacji obiektu Motion:
- powiązanie obiektu technologicznego z skonfigurowanym napędem- sterowanie telegramem PROFIdrive;
- powiązanie obiektu technologicznego z enkoderem- odczyt przez telegram PROFIdrive;
- konfiguracja telegramu i parametrów napędu (np. z tabliczki znamionowej);
- konfiguracja encodera;

Konfiguracja części mechanicznej zostaje pominięta, ponieważ napęd nie będzie podłączony do elementów mechanicznych.
Konfiguracja osi synchronicznej – OS_2
Kolejnym krokiem jest konfiguracji osi synchronicznej – dodanie obiektu technologicznego Motion- TO_SynchronousAsix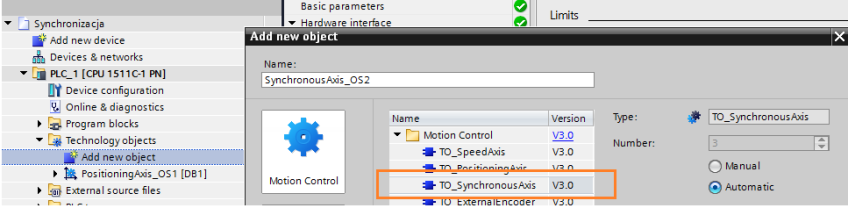
Gdyby do sterownika PLC podłączony byłby kolejny fizyczny napęd, to należy powtórzyć kroki parametryzacji jak dla napędu głównego. Natomiast w tym projekcie, oś zostanie zasymulowana.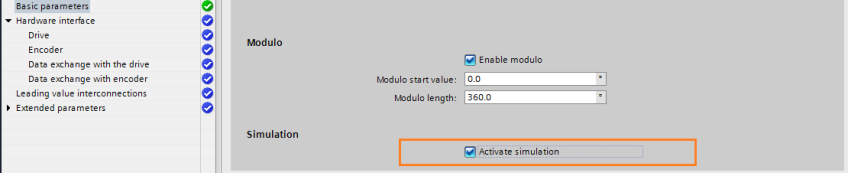
Ponieważ napęd będzie się synchronizowała z osia główną, należy ją przypisać do osi prowadzącej.
Konfiguracja osi synchronicznej – OS_3
Kolejny krok to konfiguracja drugiej osi synchronicznej – dodanie obiektu technologicznego Motion- TO_SynchronousAsix- należy powtórzyć wszystkie kroki jak dla poprzedniego obiektu.
Symulacja pracy osi.
Przypisanie do osi prowadzącej.
Oprogramowanie osi głównej
Po skonfigurowaniu obiektów technologicznych należy przygotować program sterujący pracą i obsługujący następujące funkcje osi wiodącej:
- aktywowanie
- reset błędów
- bazowanie
- zatrzymanie

Program musi także zawierać jeszcze funkcję do sterowania osią. Programista ma do wyboru:
- sterowanie prędkością – MC_MOVEVELOCITY
- sterowanie położeniem absolutne – MC_MOVEABSOLUTE
- sterowanie położeniem względne – MC_MOVERELATIVE
Poniżej przykład bloku funkcyjnego do sterowania względnego.
Każda funkcja posiada wejście Axis, dzięki czemu bloku funkcyjne zostają połączone z osią.
Wejście Enable oraz Execute zostają podłączone do bloku danych, którego zmienne są ustawiane przez panel- sterowanie funkcjami z panela.
Oprogramowanie osi synchronicznej OS_2
Podobnie jak dla osi głównej, należy przygotować program sterujący pracą napędu i obsługujący następujące funkcje osi zsynchronizowanej- aktywowanie, reset, bazowanie, zatrzymanie.
Funkcja, która łączy oś synchroniczną z główną jest blok programowy MC_GEARIN. Do wejścia MASTER należy przyporządkować identyfikator osi głównej, a do SLAVE – identyfikator osi synchronizowanej.
Warto zwrócić uwagę na parametry RationNumerator i RatioDenominator;
- RationNumerator – licznik stosunku prędkości (przekładnia);
- RatioDenominator – mianownik stosunku prędkości (przekładnia), ujemna wartość oznacza ruch w kierunku przeciwnym;
Oprogramowanie osi synchronicznej OS_3
Podobnie jak dla poprzednich napędów, należy przygotować program sterujący pracą napędu i obsługujący funkcje kolejnej osi zsynchronizowanej- aktywowanie, reset, bazowanie, zatrzymanie.
Funkcja, łączącą kolejną oś synchroniczną z główną.
Panel HMI
Testy synchronizacji osi zostaną pokazane na panelu HMI (symulacja w TIA Portal – brak fizycznego panela) w formie graficznej.
Aktualne położenie każdej z osi jest udostępnianie przez parametr Actual Position w stopniach. Natomiast prędkość można odczytać z parametru Actual Velocity- w stopniach na sekundę.
Poniżej przedstawiono program do kowersji wartości położenia osi w stopniach (parametr Actual Position) na współrzędne punktu w płaszczyżnie XY:
- konwersja wartości zmiennej z LREAL na REAL;
- współrzędne X punktu na płaszczyźnie XY – cosinus (kąt [rad]) * współczynnik;
- współrzędne Y punktu na płaszczyźnie XY – sinus (kąt [rad]) * współczynnik.

Dla poprawnego obliczenia wartości funkcji trygonometrycznych, należało przekonwertować stopnie na rad. Współczynnik jest potrzebny aby obwiednio narysować ruch na panelu HMI – promień ruchu po okręgu (jak wiadomo wartość sin i cos należy do przedziału -1, 1 więc punkt byłby rysowany na okręgu o promieniu 1 – prawie nie widoczny)
Konwersja prędkości kątowej na liniową.
![]()
Otrzymana wartość posłuży tylko do porównania – czy prędkość jest taka sama dla osi głównej i nadążnych.
Poniżej cały program do graficznego przestawienia ruchu obrotowego osi i prędkości na panelu HMI.

Ekran panela HMI przedstawiono poniżej.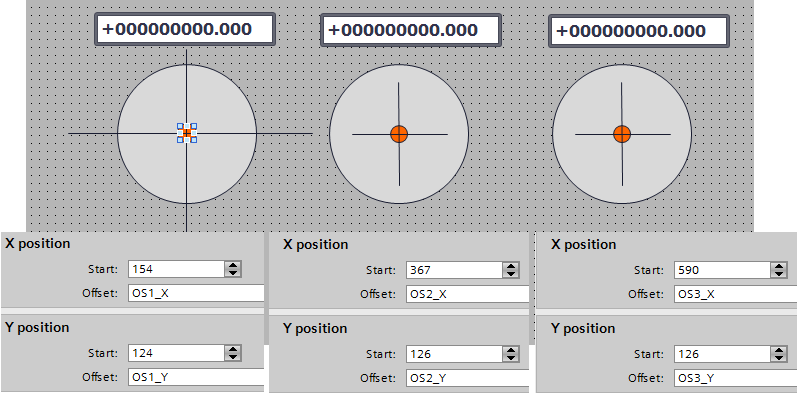
Podłączenie sterownika i napędu
Tak skonfigurowany układ sterowania można uruchomić nawet bez posiadania fizycznych urządzeń, wykorzystując oprogramowanie PLC Sim. Ponieważ posiadam sterownik S7-1500 oraz jeden napęd Sinamics V90, program zostanie uruchomiony na fizycznych urządzeniach (praca dwóch osi będzie symulowana).
Podłączenie napędu Sinamics V90
Napęd sinamics V90 należy jeszcze \\\”okablować\\\”:
- zasilanie +24VDC;
- zasilanie 240VAC – jest to wersja napędu które może być zasilane napięciem jednofazowym;
- zasilanie silnika;
- połączenie sieciowe do sterownika PLC i programatora (ciekawostka – funkcja flash w TIA Portal dla V90 powoduje miganie diod portu Profinet, a nie jak jestem przyzwyczajony standardowo diody na froncie urządzenia).
Przy podłączaniu i uruchamianiu urządzenia oczywiście należy zachować ostrożność, ponieważ występuję tutaj napięcie niebezpieczne 240VAC.


Testowanie programu
Poniżej zamieściłem kilka filmów z testów programu (niestety nie nagrał się kursor myszki). Poniżej krótki opis przeprowadzonych testów.
- Testowanie funkcji MC_MoveRelative- naciśnięcie przycisku START powoduje ruch osi o 90 stopni. Osie synchronizowanie wykonują taki sam ruch jak oś główna (napęd fizyczny), na HMI pierwsza z lewej, na filmie też widać bazowanie aktywne osi – przycisk BAZUJ;
- Testowanie funkcji MC_MoveVelocity- naciśnięcie przycisku START powoduje ruch osi z zadaną prędkością. Wszystkie osie kręcą się z tą samą prędkością synchronizowane;
- Zmiana parametrów bloku funkcyjnego MC_GEARIN- zmiana wartości powoduje zwiększenie lub zmniejszenie prędkości osi zsynchronizowanej względem osi prowadzącej (ruch jest szybszy lub wolniejszy).
Podsumowanie
Synchronizowanie osi jest bardzo ciekawym mechanizmem. Daje możliwość realizacji ciekawych sterowań. Jeśli ma się możliwość podłączenia prawdziwych urządzeń, daje to pogląd na zachowanie napędu. Ważna jest również prawidłowa parametryzacja urządzeń, co na symulatorze nie jest możliwe do przetestowania. Dodatkowo prawidłowe podłączenie wszystkich urządzeń aby w efekcie móc zobaczyć ruch wału silnika, sprawia dodatkową satysfakcję.