Bywa, że nie mamy wystarczających środków na zakup sterownika PLC. Idąc jeszcze dalej… bywa tak, że nie mamy wystarczających środków na zakup oprogramowania do sterownika PLC a wersja demo działa tylko kilka dni. Co wtedy robić? Jak się uczyć sztuki programowania bez niezbędnych do tego środków?
Darmowe oprogramowanie
Najlepszym rozwiązaniem byłoby znalezienie darmowego oprogramowania do programowania sterowników PLC, a najlepiej takiego które posiada możliwą symulację wykonanego algorytmu. Ale zaraz… darmowe oprogramowania i w dodatku możliwa symulacja? Czy w ogóle takie istnieje? Istnieje! Oprogramowanie jest darmowe do ściągnięcia ze strony producenta bez zbędnych rejestracji i zakładania konta czy wysyłania e-maili z prośbą o pliki instalacyjne.
W poniższym artykule przedstawię jak zbudować stanowisko testowe do symulacji sterowników PLC w komunikacji z symulacją panela HMI. Tak! Wszystko to na Twoim komputerze, do Twojej dyspozycji 🙂 To co zostanie tutaj opisane, to perełka jakich mało…
Ale po kolei …
- Wstęp.
- Ściągnięcie oprogramowania
- Instalacja oprogramowania.
- Konfiguracja WinProLadder – oprogramowanie do PLC FATEK z symulatorem.
- Konfiguracja EasyBuilderPro – oprogramowanie do HMI Weintek z symulatorem.
- Film! Dowód, że to działa!
- Przykładowe projekty do ściągnięcia.
- Ciekawostki / Filmy / Tutoriale.
- Darmowe szkolenia z programowania PLC i HMI
WSTĘP
Nauka programowania na symulatorze PLC bez sprzętu może wydawać się jałowa. Wielu automatyków powie, że co dotknąć i pomacać sterownik to co innego niż go wirtualnie symulować. Prawda, ale jeśli do symulacji sterownika dodamy wizualizację na panelu HMI to nauka staje się o wiele bardziej owocna.
Takie połączenie dają możliwość producenci sterowników FATEK oraz paneli operatorski WEINTEK. Opcja genialna osobom stawiającym pierwsze kroki w programowaniu PLC, osobom które nie są pewne czy aby na pewno sterowniki PLC są czymś czym chcą się zajmować w przyszłości. Wielu początkujących automatyków zaczyna naukę od PLC i słusznie. Wiedza z tego zakresu często jest niezbędna w tym zawodzie.

PLC FATEK – programowalny w WinProLadder |

Panel HMI Weintek – Programowalny w EasyBuilder |
W poniższym artykule zostanie przedstawiona i opisana krok po kroku konfiguracja obu programów do możliwości symulacji sterownika PLC i panela operatorskiego HMI. A więc do dzieła!
Ściągamy oprogramowanie
Oba programy, o których wspominałem można za darmo do ściągnąć ze strony www.multiprojekt.pl
- WinProladder, który jest przeznaczony do programowania sterowników FATEK,
- Wejdź na stronę multiprojekt.pl i w zakładce Download odszukaj pliki instalacyjne
- Download –> Fatek –> WinProLadder –> winproladder-software***.zip
- EasyBuilder, który jest przeznaczony do programowania paneli operatorskich WEINTEK.
- Wejdź na stronę multiprojekt.pl i w zakładce Download odszukaj pliki instalacyjne
- Download –> Weintek –> EasyBuilderPro –> EPproV***.zip
- Jeśli zabieracie się na poważnie za naukę to warto poszperać w zakładkach download na tej stronie. Jest tam bardzo dużo dokumentacji i przykładów dla obu programów.

Instalacja Oprogramowania
Wybaczcie, ale nie będę opisywał procedury instalacji powyższych programów, bo to kwestia kilkukrotnego kliknięcia ikony „Dalej” i potwierdzenia „Zakończ”. Zaczynamy od razu od konfigurowania połączenia… ot co.
Konfiguracja WinProLadder
Na warsztat kładziemy oprogramowanie do programowania i symulacji PLC – WinProladder.
1. Uruchamiamy program, a następnie tworzymy nowy projekt.
2. Wybieramy dowolny model sterownika, z którejś z serii sterowników FBs,B1,B1z,HB1. Dla tych serii sterowników, program WinProladder wspiera funkcję symulacji.

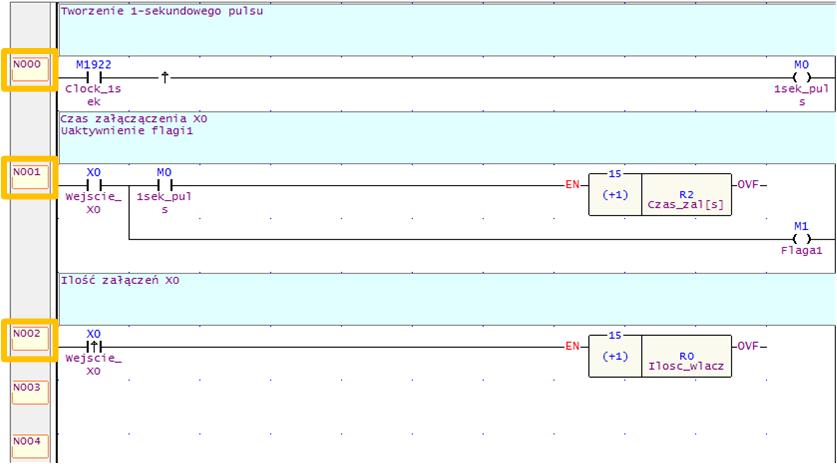
3. Budujemy program. Ja stworzyłem bardzo prostą diagnostykę załączenia wejścia cyfrowego X0:
- czas załączenia wejścia X0, gdzie został wykorzystany systemowy bit M1922, który jest cyklicznie załączany co 1 sekundę.
- licznik załączeń wejścia X0, gdzie licznik reaguje na zbocze narastające wejścia.
- potwierdzenie załączenia wejścia X0 realizuje flaga M1.
4. Aby skonfigurować symulację, najpierw trzeba ją włączyć. Wybierz zakładkę PLC –> Simulation (patrz grafika poniżej).
5. Gdy symulacja będzie aktywna, można przejść do jej konfiguracji.
6. W pierwszej zakładce „Scan” musi być wybrany tryb „Continous Scan”. Dlaczego? A to dlatego aby nasza symulacja trwała cyklicznie, a nie jeden cykl programu (opcja „Single Scan”) czy wybraną ilość cykli ( opcja „Multiple Scan”)
7. Następna zakładka, bardzo ważna… „Communication”. Aby połączenie między symulacją WinProladder a symulacja EasyBuilder Pro było właściwe, koniecznym jest spełnienie poniższych parametrów:
- Przede wszystkim uaktywnienie komunikacji.
- Komunikacja ustawiona poprzez protokół TCP.
- Nr portu nie musi być akurat 500, ale jest to domyślny port dla sterownika FATEK i nie zaleca się go zmieniać. Dlaczego? To zostanie wyjaśnione w dalszej części.

Aby przetestować symulację sterownik należy przełączyć w tryb RUN (F9)
Na tym zakończyliśmy konfigurację WinProladder’a.
Konfiguracja EasyBuilder Pro
Kolejnym etapem będzie konfiguracja programu EasyBuilder Pro.
8. Jak w przypadku WinProladdera, tworzymy nowy projekt.
9. Ważny punkt, aby połączenie było udane trzeba wybrać panel, który komunikuje się protokołem TCP. Takim modelem jest np. MT8071iE.

Po wybraniu modelu, automatycznie ukaże się okno „System Parameters Setting” (Jeśli nieszczęśliwie, w pośpiechu je wyłączycie, znajdziecie je w zakładce „Edit –> System Parameters Setting”).
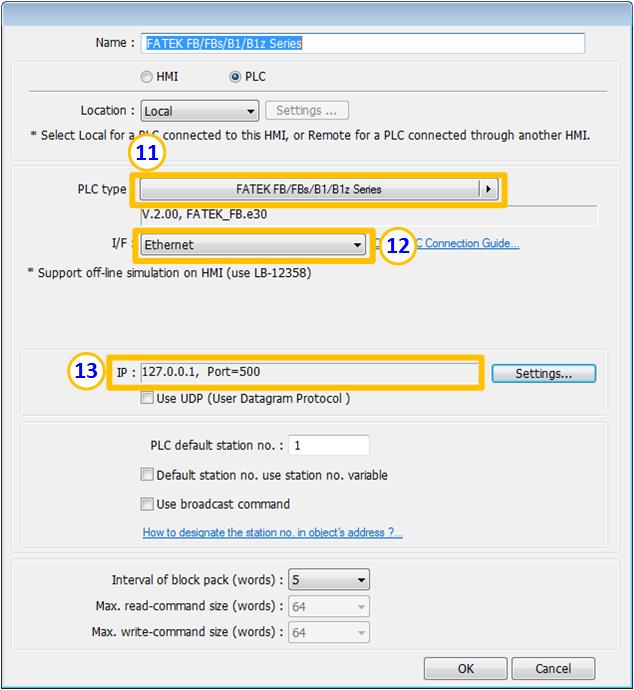
10. Tworzymy nowe urządzenie

11. Wybieramy model sterownika PLC – FATEK.
12. Typ komunikacji ze sterownikiem – Ethernet (czyli TCP).
13. Na końcu parametry sieciowe sterownika. Domyślnie konfigurator wybierze IP 192.168.x.x i port 500 (już wiecie dlaczego nie należało zmieniać portu w konfiguracji WinProladder?). My zmieniamy tylko IP na 127.0.0.1. Dlaczego?
Cytat z google:
„127.0.0.1– adres IPv4 komputera lokalnego. Odpowiadająca mu nazwa mnemoniczna to localhost. Komunikacja z 127.0.0.1 oznacza wymianę informacji wewnątrz jednego hosta.”
Konfiguracja została ustawiona, aby ją sprawdzić należy zbudować wizualizacje. Testowa wizualizacja:

Do stworzenia wizualizacji zostały stworzone 4 obiekty, zmieniające swój stan:
14. Toggle switch – przycisk przypisany do wejścia X0.
15. Bit lamp – lampka przypisana fladze M1.
16. Numeric Object – obiekt numeryczny przypisany rejestru R0.
17. Numeric Object – obiekt numeryczny przypisany rejestru R2.
Aby przypisać obiektowi zmienną ze sterownika PLC, należy go właściwie zaadresować. Przykładowo przycisk (obiekt 14) został sparametryzowany następująco:
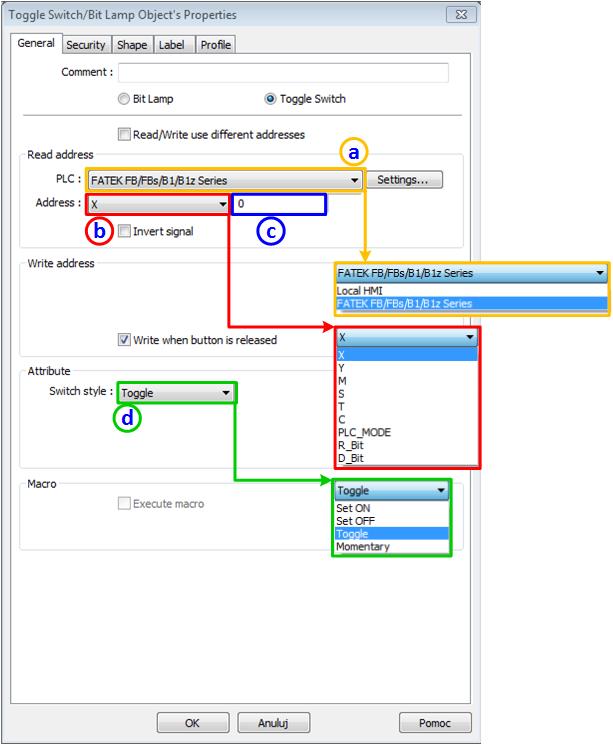
- urządzenie źródłowe z którego będzie pobierana zmienna,
- przestrzeń pamięci zmiennej,
- adres zmiennej,
- typ przyciska.
Film – symulacja PLC i HMI
Czy to wszystko działa? Działa ,a na dowód film:
PLC program – Projekty do ściągnięcia
Dla chętnych udostępniamy projekty dla WinProladdera oraz EasyBuildera Pro, które widzieliście w powyższym filmie:
Aby rozpakować projekt do HMI w EasyBuilder Pro należy zastoswać funkcję uncompress. Zostało to opisane w tym artykule.
Ciekawostki i filmy
Podobny tutorial został opracowany również przez firmę Multiprojekt i możecie go obejrzeć na tym filmie:
Pozostałe filmy od Multiprojekt:
Przedstawienie podstawowych kroków i operacji, prowadzących do uruchomienia pozycjonowania NC w trybie krok/kierunek, w sterownikach PLC Fatek.
Połączenie on-line ze sterownikami Fatek:
Fatek – programowanie krokowe w WinProLadder
Fatek – Obsługa szybkich liczników / timerów sprzętowych
Kurs Automatyki #5.4 Szablon do paneli HMI Weintek
Szkolenia z programowania PLC i HMI
Warto się zainteresować również ofertą firmy multiprojekt, która organizuje szkolenia z zakresu programowania sterowników PLC i HMI na wyżej opisanych programach i sprzętach. Szkolenia odbywają się cyklicznie i w kilku miastach w Polsce. Więcej na stronie: www.multiprojekt.pl/Szkolenia/
![]()