





Większość osób czytających artykuły na tym portalu może określić siebie mianem automatyka lub obcuje z automatyką na codzień. Spójrzmy zatem w definicję pojęcia automatyzacji, która zawarta jest w Encyklopedii Zarządzania:
Automatyzacja (od gr. automatos, czyli samoczynny) – jest to proces polegający na odciążeniu bądź całkowitemu ograniczeniu ludzkiej pracy fizycznej jak również umysłowej przy użyciu maszyn i urządzeń, które wykonują powtarzające się czynności w sposób automatyczny.
W skrócie automatyzacja odciąża lub zastępuje pracę ludzi w aspekcie fizycznym lub umysłowym. W tym artykule skupimy się na rzadko podejmowanej kwestii odciążania pracy ludzi w aspekcie umysłowym. A konkretnie o odciążaniu i ułatwianiu pracy przy produkcji manualnej dzięki systemom Pick to Light.

Produkcja ręczna
Aby w pełni zrozumieć jakim wymaganiom muszą sprostać systemy wspierające ręczny montaż i jakie mają rozwiązywać problemy niezbędnym jest, aby najpierw zrozumieć przyczyny występowania tych problemów.
Wszyscy jesteśmy ludźmi i wszyscy dobrze wiemy, że każdy z nas popełnia błędy. Zawsze tam, gdzie jakość wykonywanego produktu zależy od pracy ludzi można spodziewać się błędów. Jednak nie należy obrażać się na świat i tylko wymagać więcej od pracowników, bo te błędy nie są celowe. Zamiast tego zastanówmy się z czego wynikają ich błędy i pomyślmy jak przygotować proces w taki sposób, aby uniemożliwić pracownikom popełnianie błędów, lub chociaż ograniczyć ich konsekwencje.
Najczęściej wśród przyczyn popełniania błędów przy ręcznym montażu wskazuje się:
- przemęczenie,
- brak doświadczenia i słabe wyszkolenie,
- niedostateczna koncentracja,
- słabe warunki pracy,
- pośpiech.
O ile rozwiązanie pierwszej przyczyny – przemęczenia jest tematem skomplikowanym, bo musielibyśmy np. rozmawiać tutaj o skróceniu dnia pracy, o tyle rozwiązanie wszystkich pozostałych leży tylko w naszej gestii. Jeżeli tylko pracodawca wykazuje wolę poprawy warunków pracy i całego procesu produkcyjnego to my, Automatycy mamy bardzo dużo narzędzi aby to zrobić.
Podstawą rozważań i źródłem, z którego czerpią wszystkie tego typu rozwiązania jest…
Filozofia Poka-Yoke
Legenda głosi, że filozofia Poka-Yoke zrodziła się podczas eksperymentu japońskiego inżyniera o nazwisku Shingo. Ten w XX wieku w jednej z fabryk chciał rozwiązać problem, którym było niepoprawne montowanie przez operatorów wyłącznika światła. Okazywało się, że stosunkowo często zapominali oni użyć jednego z niezbędnych elementów. Shingo wymyślił zatem system, który podawał użytkownikowi jednorazowo wszystkie elementy niezbędne do zmontowania tego wyłącznika. Jeżeli pracownik złożył wyłącznik a zostawały mu w podajniku części znaczyło, że popełnił błąd.
Powyższy przykład doskonale oddaje sens metody Poka-Yoke i narzędzi które z niej wyrastają. Uznajemy, że ludzie mogą popełniać błędy dlatego staramy się projektować produkcję tak, aby wręcz uniemożliwiać im popełnianie błędów lub aby te błędy były wykrywane na wczesnym etapie i wadliwy produkt nie docierał do klientów.
Przez dziesięciolecia od powyższego eksperymentu wyrosło wiele narzędzi korzystających z Poka-Yoke i nawet rozwijających tą filozofię. Jednym z takich narzędzi jest system Pick to Light.
Pick to Light
Pick to Light to określenie używane przez różnych producentów do nazywania urządzeń, lub systemów które mają wspomagać ręczną produkcję przez wizualne wskazania kolejnych czynności montażu czy kompletowania części. W tym artykule opowiem o tym w jaki sposób system Pick to Light może pomóc montażystom, w jaki sposób działa i pokażę przykład aplikacji z konfiguracją na przykładzie urządzeń firmy Weidmuller. Myślę, że możecie się zdziwić kiedy zobaczycie jak proste w obsłudze są te urządzenia.
Digital Pick-to-Light Devices
System Pick-to-Light składa się z wielu połączonych ze sobą urządzeń, które będę od tej pory nazywał DPD (Digital Pick-to-Light Device – z ang. cyfrowe urządzenie Pick-to-Light). Zasadniczo z katalogu Weidmuller dowiadujemy się, że istnieją cztery wersje DPD. Przy czym mamy tutaj podział na urządzenia do montowania na profilach okrągłych (jak te które widzicie na zdjęciach) i urządzenia do montażu na profilach o przekroju kwadratowym. Do tego obie wersje występują razem z dodatkowym wejściem o wtyczce M8 do podłączenia czujnika lub bez tego wejścia.

Poza tymi drobnymi różnicami wszystkie DPD są zbudowane w ten sam sposób. Cechuje je prosta, minimalistyczna i estetyczna budowa. Z dwóch stron posiadają standardowe, pięciopinowe złącza M12, wyposażone są w czterosegmentowy wyświetlacz oraz podświetlany przycisk. Na pierwszy rzut oka sprawiają wrażenie solidnych urządzeń, są dobrze spasowane, pierwsze próby dobrania się do środka spełzły na niczym. Można z całą pewnością powiedzieć, że nadają się do środowiska przemysłowego.


W nocie aplikacyjnej, którą można znaleźć w katalogu Weidmuller znajduje się grafika, która prezentuje bardzo uproszczony schemat połączeń wewnątrz DPD.

Jak można na nim zauważyć oba złącza M12 są ze sobą połączone, a wewnętrzne obwody są wpięte w środku pobierając z odpowiednich żył energię oraz dane komunikacyjne. Można zatem wnioskować, że urządzenia DPD można ze sobą dowolnie łączyć, to znaczy jedno z drugim jak łańcuch i podawać zasilanie tylko na jedno z nich. I jest to w zupełności prawdą. Co więcej możemy podłączyć komunikację z jednej strony takiego łańcucha a zasilić całość z drugiej. Mamy tutaj zupełną dowolność w podłączeniu.
Używamy standardowych konektorów M12, których schemat podłączenia znajduje się w poniższej tabeli.

W tabeli uwzględniono oznaczenia pinów, kolejna kolumna to najczęściej stosowane kolory przewodów, kolejna to z kolei kolory przewodów stosowane w kablach dedykowanych DPD, a ostatnia kolumna to rodzaj przesyłanego sygnału. Poniżej znajduje się również rysunek przedstawiający wtyczkę M12 od strony żeńskiej i męskiej, tak aby każdy (nawet jeżeli nie ma na wtyczce oznaczonych pinów) mógł poprawnie zidentyfikować przewody w swoim kablu.

Do łączenia ze sobą urządzeń DPD jak i łączenia ich z systemami sterowania zaleca się używanie pieciożyłowych, ekranowanych przewodów, które mają dwie skręcone ze sobą pary przewodów (jedna para zasilanie, druga komunikacja). Takie przewody standardowo używa się do komunikacji przemysłowej np. za pośrednictwem CAN czy CC-Link. Weidmuller posiada w swojej ofercie przewody spełniające te kryteria, ale możemy użyć oczywiście dowolnie innych. Określa się, aby suma wszystkich długości przewodów w systemie Pick-to-Light nie przekraczała 1200 metrów przy topologii liniowej (połączenie modułów w łańcuch) i 100 metrów przy innych rodzajach podłączenia.



Komunikacja
Tak jak zauważyć można było kilka akapitów wyżej urządzenia DPD do komunikacji wykorzystują RS 485 i protokół Modbus RTU. Dzięki temu podłączyć je można do niemal każdego sterownika każdego producenta. Oprócz tego Pick-to-Light możemy łączyć bezpośrednio z komputerem PC przy użyciu adapterów USB-RS 485 oraz specjalnych sterowników. Podłączenie do systemu sterowania nadzorowanego przez sterowniki PLC może wydawać się wyborem oczywistym, jednak równie często systemy typu Pick-to-Light podłącza się bezpośrednio do komputerów obsługujących systemy ERP (systemów zarządzania produkcją). Jest to możliwe dzięki różnym programom umożliwiającym odczytywanie i przesyłanie danych po protokole Modbus RTU z poziomu komputera PC. Umożliwia to ominięcie konieczności tworzenia od nowa systemu automatyki potrzebnego tylko do obsługi produkcji ręcznej.
Tak czy inaczej, niezależnie gdzie podłączymy nasze urządzenia DPD musimy zrozumieć w jaki sposób i jakie dane możemy z nimi wymieniać. No i co właściwie należy zrobić, aby wspomóc ręczny montaż dzięki zastosowaniu Pick-to-Light.
Udowodniłem już, że DPD są niezwykle proste w budowie i niezwykle łatwe w podłączeniu. Teraz pokażę, że każdy jest w stanie zrozumieć ich sposób działania. Na wstępie należy zaznaczyć, że urządzenia Pick-to-Light nie wykonają skomplikowanego programu sterującego. Są to urządzenia głównie ograniczone do wyświetlania informacji operatorom więc jako takie muszą zostać podłączone do systemu sterowania i otrzymywać od niego już przetworzone dane.
W poniższej tabeli wypisane są wszystkie rejestry Modbus RTU wykorzystywane przez DPD. Dla ułatwienia na pomarańczowo oznaczyłem te istotne, które będę omawiał.

Nie będę w tym momencie omawiał działania protokołu Modbus RTU ale musimy zrozumieć, że z perspektywy tego protokołu istnieje kilka typów danych (rejestrów) do których możemy się bezpośrednio odwoływać za pomocą kilku typów funkcji. Oprogramowanie (IDE) w którym te odwołania będziemy realizować narzuca sposób konfiguracji tej komunikacji. Dlatego dla każdego sterownika PLC komunikacja z wykorzystaniem Modbusa będzie wyglądała inaczej.
W każdym razie jak widać w powyższej tabeli aby „dobrać” się do interesujących nas danych będziemy musieli wykorzystać funkcję 02 (odczyt wejść dyskretnych) i funkcję 06 (zapis holding registers – rejestrów umożliwiających odczytywanie i nadpisywanie danych o pojemności dwóch bajtów).
I tak w rejestrze:
- 1 00003 – znajduje się informacja o tym, czy przycisk DPD jest w tym momencie dotykany;
- 1 00004 – znajduje się informacja, czy przycisk został aktywowany (dotknięty po podświetleniu);
- 4 00001 – przesyłamy to co ma wyświetlić się na pierwszym segmencie wyświetlacza;
- 4 00002 – przesyłamy to co ma wyświetlić się na drugim segmencie wyświetlacza;
- 4 00003 – przesyłamy to co ma wyświetlić się na trzecim segmencie wyświetlacza;
- 4 00004 – przesyłamy to co ma wyświetlić się na czwartym segmencie wyświetlacza;
- 4 00005 – przesyłamy informację o kolorze podświetlenia przycisku;
- 4 00006 – przesyłamy informację o sposobie podświetlenia (światło stałe, wolna pulsacja, szybka pulsacja). Jednocześnie przesłanie tej informacji jest sygnałem do wyzwolenia podświetlenia;
I na tym kończy się to, co możemy zrobić z urządzeniami DPD. Całą resztę programu musimy zrealizować na naszym sterowniku lub komputerze PC.
Moja aplikacja składania długopisów z Pick-to-Light
W momencie gdy do redakcji iAutomatyka przyszła paczka od Weidmuller już wiedziałem, że będę musiał stworzyć choćby najbardziej prymitywną aplikację z wykorzystaniem systemu Pick-to-Light. Jako, że na moim biurku leżał nasz piękny firmowy długopis

to postanowiłem sprawdzić jak Pick-to-Light sprawdzi się przy próbie symulacji ręcznego składania długopisów. Im dłużej o tym myślałem, tym problem zaczynał być mniej głupi i zabawny, a bardziej poważny. Sam w sobie bardzo był podobny nawet do eksperymenty japońskiego inżyniera, który opisywałem wyżej. Można przecież skręcić długopis, który nie będzie miał w środku wkładu, czy sprężynki, a z zewnątrz będzie wyglądał na sprawny. Można też złożyć inny długopis niż była potrzeba, jeżeli mamy możliwość wyboru obudów w różnym kolorze. Wszystkie te błędy mogą wystąpić w skutek braku koncentracji, przemęczenia lub niedostatecznie jasnych informacji.




Aby zobaczyć jak będzie działać Pick-to-Light na moim biurku zbudowałem prowizoryczne stanowisko do składania długopisów. Urządzenia DPD zamontowane są na profilach aluminiowych, jednak z samych profili nie składałem już profesjonalnego stojaka, a położyłem je na biurku. Z tego, co zauważyć można na filmach promujących podobne rozwiązania, najczęściej z profili buduje się regały na których stawia się kontenerki z tworzywa, albo kartony zawierające kolejne podzespoły. Pod każdym takim pojemnikiem umieszcza się urządzenie Pick-to-Light, które w odpowiednim momencie komunikuje pracownikowi, że ma pobrać z danego pojemnika element. Przykład profesjonalnego wykorzystania systemu Pick-to-Light było można zobaczyć podczas targów Warsaw Industry Week, tutaj klatka z naszego wywiadu (wideo w dalszej części artykułu):

Ja zamiast kartonów (jako, że nie miałem na tyle dużo długopisów i samych kartonów w ogóle) ustawiłem przy każdym DPD kubek, w którym znajdowały się elementy do pobrania. I tak mamy 5 kubków, w każdym z nich znaleźć można:
- korpus pomarańczowy (długopis iAutomatyka),
- korpus niebieski (długopis Klubu Automatyka),
- sprężynkę,
- wkład,
- zakrętkę.
Aby złożyć poprawnie długopis należy pobrać odpowiedni korpus, wkład, sprężynkę i zakrętkę. Program został napisany tak, aby prowadzić montażystę przez ten proces etap po etapie. I tak po rozpoczęciu procesu podświetla się DPD przy odpowiednim korpusie, wyświetlając jednocześnie ilość elementów do pobrania. Po pobraniu korpusu i naciśnięciu przycisku zaświeci się DPD przy pojemniku z wkładami. I tak dalej i tak dalej aż do końca procesu. Założenie jest chyba dla każdego zrozumiałe, na końcu pojawi się jeszcze film prezentujący działanie tego prowizorycznego układu.
Konfiguracja komunikacji
W tym miejscu należałoby napisać w jaki sposób sprawiłem, aby system Pick-to-Light pomagał w składaniu długopisów. W znacznej większości jest to proces realizowany w systemie sterowania i to jak będzie tworzony zależy od posiadanych sterowników. Ja swój projekt oparłem o Sterownik SCADA WebHMI. Nie będę w tym artykule rozwodził się o tym urządzeniu, bo tekst poświęcony jest systemowi Pick-to-Light. Pokażę jednak tyle, aby niedoświadczeni automatycy mogli zobaczyć jak pracuje się z urządzeniami wykorzystującymi protokół Modbus RTU, a ci bardziej doświadczeni zobaczyli jak niewiele trzeba zrobić do wprowadzenia Pick-to-Light w życie.

Na początku po podłączeniu dowolnego urządzenia do dowolnej sieci należy skonfigurować komunikację pomiędzy urządzeniem nadrzędnym, a tym nowym, dołączanym. We wszystkich mi znanych sieciach robi się to z poziomu urządzeń nadzorujących wymianę danych, najczęściej sterowników PLC. W przypadku protokołu Modbus RTU danymi niezbędnymi do zidentyfikowania urządzeń w sieci są:
- prędkość transmisji (baud rate),
- kontrola parzystości,
- bity stopu.
Przy czym najczęściej to urządzenia końcowe mają te parametry określone na sztywno i to sterownik dostosowuje się tak, aby nawiązać komunikację. Z noty aplikacyjnej, którą wspominałem już w poprzedniej części artykułu, wiemy, że prędkość transmisji (baud rate) dla urządzeń DPD to 57600 (bitów na sekundę), kontrola parzystości (parity) jest wyłączona (najczęściej z listy wybieramy wtedy None) oraz należy zadeklarować jeden bit stopu. Każdy z tych parametrów często wybiera się z rozwijanych list, chociaż to oczywiście zależy od środowiska w którym pracujemy. Tak konfiguracja wygląda w WebHMI:

Nie wspomniałem o jeszcze jednym istotnym parametrze, a mianowicie adresie urządzenia w sieci. W przypadku urządzeń DPD fabrycznie każde ma nadany adres 31 i należy go zmienić podczas konfiguracji. Cały proces zmiany adresu jest dobrze opisany w nocie aplikacyjnej.
- Naciśnij i przytrzymaj przycisk przez ponad 5 sekund.
- Na wyświetlaczu pojawi się aktualny adres, a przycisk podświetli się.
- Naciskaj przycisk inkrementując adres za każdym naciśnięciem.
- Po wybraniu pożądanego adresu naciśnij i przytrzymaj przycisk przez ponad 5 sekund.
- Przycisk podświetli się na zielono potwierdzając zmianę adresu.
Jeżeli na dowolnym etapie zmiany adresu przycisk nie będzie dotykany dłużej niż przez 3 sekundy to proces zostanie przerwany a adres ustawiony na 31.
Ten adres również należy podać w konfiguracji komunikacji.
Odczytanie i zapisanie rejestrów
Ten etap jest równie indywidualny i zależny od danego środowiska jak poprzedni. Pracując na wybranym przez siebie sofcie musisz potrafić go używać. Tak jak wcześniej wspomniałem do odczytywania wartości z rejestrów typu „bitwise intputs” służy Modbusowa funkcja FC02, a do zapisywania danych do „holding registers” funkcja FC06 lub FC16. Każde środowisko ma zapewne dedykowane bloki danych do obsługi tych funkcji. W WebHMI po dodaniu połączenia z urządzeniem Modbus wystarczy stworzyć zmienną, a jej adres określić jako DIx (Discrit Input) dla rejestrów „bitwise inputs” oraz HRx dla rejestrów „holding registers” gdzie x to numer zmiennej. Nie trzeba dodawać żadnych bloków do głównego programu sterownika ani nic z tych rzeczy. WebHMI zaktualizuje te dane co określony czas (widoczne na poniższym screenie 500ms przy zmiennej). Myślę, że w żadnym innym oprogramowaniu nie zrobicie tego w tak prosty sposób.

Do mojego sterownika dodałem 5 urządzeń – 5 połączeń, DPD1, DPD2… Każde z nich odpowiada kolejnemu urządzeniu DPD. W każdym połączeniu znajduje się 8 zmiennych:
- 1stDigit – 4thDigit odpowiadają za wyświetlanie znaku na każdym segmencie ekranu,
- ButtonColor określa kolor podświetlenia przycisku,
- ButtonAct określa zachowanie przycisku (świecenie światłem ciągłym, wolna pulsacja, szybka pulsacja),
- ButtonTouched – zmienna przybiera wartość 1 kiedy przycisk jest naciskany,
- ButtonToggle – zmienna zmienia wartość, kiedy przycisk był naciśnięty podczas podświetlenia.
W tym miejscu należy zaznaczyć, że urządzenia DPD są wykonane w taki sposób, że domyślnie po naciśnięciu przycisku wyłączają jego podświetlenie.
Oszczędzę Wam oglądania mojej ifologii ale skrypt wykonywany w WebHMI jest prosty: jeżeli wybierze się rodzaj długopisu to wyświetl na odpowiednim DPD liczbę elementów do pogrania i zaświeć przycisk, jeżeli zostanie wciśnięty to wyświetl liczbę elementów do pobrania na kolejnym urządzeniu i zaświeć przycisk itd. Całość sprowadza się do przypisywania odpowiednich wartości zmiennym, które widzicie na powyższym zrzucie ekranu. Jeżeli chodzi o wybór rodzaju długopisu do odbywa się to przez wciśnięcie na wirtualnym panelu HMI jednego z przycisków – pomarańczowy lub niebieski. Wybranie każdego przycisku aktywuje wykonanie innego skryptu. Wszystko jest tak proste. Należy zapisywać odpowiednie wartości do odpowiednich rejestrów, a z innych rejestrów odczytywać wartości.
W ramach ciekawostki wspomnę, że (co z resztą widać w tabeli opisującej wykorzystywane rejestry) wartości analogowe określane są w kodzie ASCII. Na zdjęciu poniżej macie fragment tabeli konwertującej liczby dziesiętne, szesnastkowe, ósemkowe i binarne na kod ASCII. Oczywiście wyświetlać możemy cały alfabet, nie tylko cyfry. Cała tabela dostępna jest na stronie ibm.
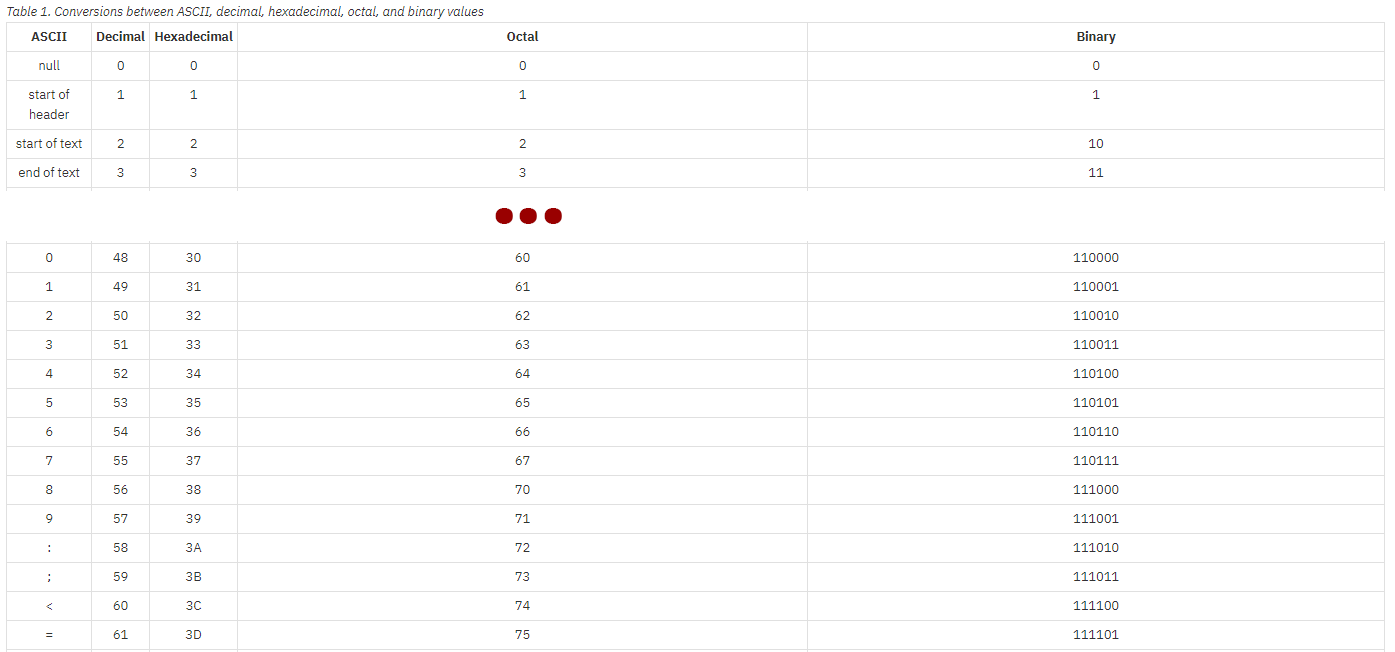
Zatem jeżeli zechcemy na wyświetlaczu umieścić jedynkę i poruszamy się w zakresie liczb dziesiętnych to do rejestru zapisujemy 49. Analogicznie wpisujemy wartość szesnastkową czy binarną. Do wartości 0 przypisane jest null, wpisując do rejestru zero wyświetlamy na ekranie nic, a zatem czyścimy go.
Działanie aplikacji
Na koniec zgodnie z obietnicą pokazuję moją aplikację składania długopisów. Nie zawarłem w niej żadnego potwierdzenia poprawnego wykonania procesu i zapewne powinna zostać rozbudowana nie tylko o to. Jednak zauważyć można, że w pewnym stopniu spełnia swoją rolę. Chociaż nie może potwierdzić, czy pracownik faktycznie pobrał wymagane elementy, czy tylko oszukuje system, to w sposób wizualny bezbłędnie prowadzi go przez proces montażu.
Przykłady wykorzystania
Aby nie pozostawać na moim biurku przenieśmy się w środowisko przemysłowe i zobaczmy gdzie wykorzystywany jest w praktyce system Pick-to-Light. Na poniższym filmie zobaczyć można jego wykorzystanie we francuskiej fabryce koncernu Groupe PSA (Peugeot, Citroen):
Ta sama fabryka, ale inny film:
Oprócz zastosowań typowo praktycznych warto rzucić okiem na wywiad przeprowadzony podczas Warsaw Industry Week. W drugiej części wideo Marcin rozmawia z Pawłem o Pick-to-Light (około 7:25). Widać tam świetnie realny sposób na wykorzystanie Pick-to-Light w ręcznym montażu.
Podsumowanie
System Pick-to-Light dostarczany przez firmę Weidmuller to doskonały przykład systemu ułatwiającego pracę przy ręcznej produkcji. Doskonale sprawdzi się przy procesach ręcznego montażu, ale też w magazynach przy kompletowaniu zamówień. Jeżeli porównamy montaż przy użyciu tego systemu oraz montaż zupełnie niezorganizowany, gdzie pracownicy składają elementy „z pamięci” to w naszej głowie musi pojawić się tylko jeden wniosek. System prowadzący pracownika przez proces montażu z całą pewnością spowoduje wzrost wydajności i spadek ilości błędów. To tak jak w naszym życiu. Jeżeli zapiszemy sobie listę rzeczy do zrobienia przez najbliższy tydzień to jest większa szansa, że ją wykonamy, niż gdybyśmy nosili wszystkie te pomysły zupełnie nieuporządkowane w głowie. Pick-to-Light wychodzi jeszcze dalej, bo nie dość, że nam tą listę zadań tworzy to jeszcze mówi kiedy mamy poświęcić jaką ilość czasu na każde z nich.
Zachęcam do pobrania noty aplikacyjnej dostępnej do pobrania w katalogu Weidmuller przy opisie urządzenia DPD link. Nota zawiera cały opis systemu oraz przykłady analizy ramek Modbus, czy chociażby algorytm według którego z powodzeniem można programować sterowniki PLC do obsługi Pick-to-Light.






