





Kilka lata temu uczestniczyłem w realizacji zadania w zakresie automatyki procesowej, polegającego na podłączeniu istniejącej instalacji do nadrzędnego systemu sterowania automatyki opartego na sterowniku PLC Simatic.
Modernizacja dotyczyła instalacji dla gospodarki wodnej dużego zakładu przemysłowego. Jej główne zadanie w dużym uproszczeniu to filtrowanie, uzyskanie odpowiedniej zasadowości i kwasowości, mętności oraz utrzymanie stałego przepływu wody.
Jednym z ciekawszych zdań w tym projekcie dotyczył pomiarów. Należało zaprojektować podłączenie istniejących 78 pomiarów oraz przygotować oprogramowania sterownika PLC i wizualizacji, wykonać montaż połączeń i uruchomić w systemie sterowania.
Podział zadania na etapy
Realizacja zdania została podzielona na etapy:
- przygotowanie projektu szaf automatyki oraz ich podłączenia;
- prefabrykacja szaf;
- przygotowanie oprogramowania sterownika PLC i wizualizacji;
- montaż obiektowy;
- uruchomienie.
W projekcie uczestniczyło kilka osób, więc niektóre etapy zadań wykonywane były w tym samym czasie np. prefabrykacja szaf i przygotowywanie oprogramowania.
Projekt podłączenia pomiarów
Ważnym etapem w zdaniu było stworzenie projektu, który obejmował dokumentację szaf systemowych, dokumentację dla montażystów oraz automatyków uruchamiających poszczególne obwody pomiarowe.
Główne założenia do projektu
Przed podłączeniem instalacji do nadrzędnego systemu automatyki, przez kilkanaście lat swojej pracy przeszła kilka modernizacji. Podczas jednej z nich, zostały dodane szafki obiektowe, które spełniały następujące funkcje:
- wyświetlanie aktualnych wartości pomiarów;
- rejestracja pomiarów;
- sterowanie procesem z wykorzystaniem regulatorów;
- sterowanie procesami na podstawie progów alarmowych.
Ponieważ obsługa przyzwyczaiła się do prowadzenia instalacji za pomocą obiektowych skrzynek sterowania, dlatego projekt zakładał, że nie zostaną zlikwidowane i będą umożliwiały pogląd stanu procesu na obiekcie przy urządzeniach oraz także prowadzenia procesu lokalnie np. w przypadku awarii nadrzędnego sytemu sterowania.
Zobacz też: Kursy online programowania sterowników PLC
Elementy systemu
Jako sterownik nadrzędny PLC została zastosowana stacja procesowa Simatic S7-400H. Poniżej uproszczony schemat systemu automatyki.
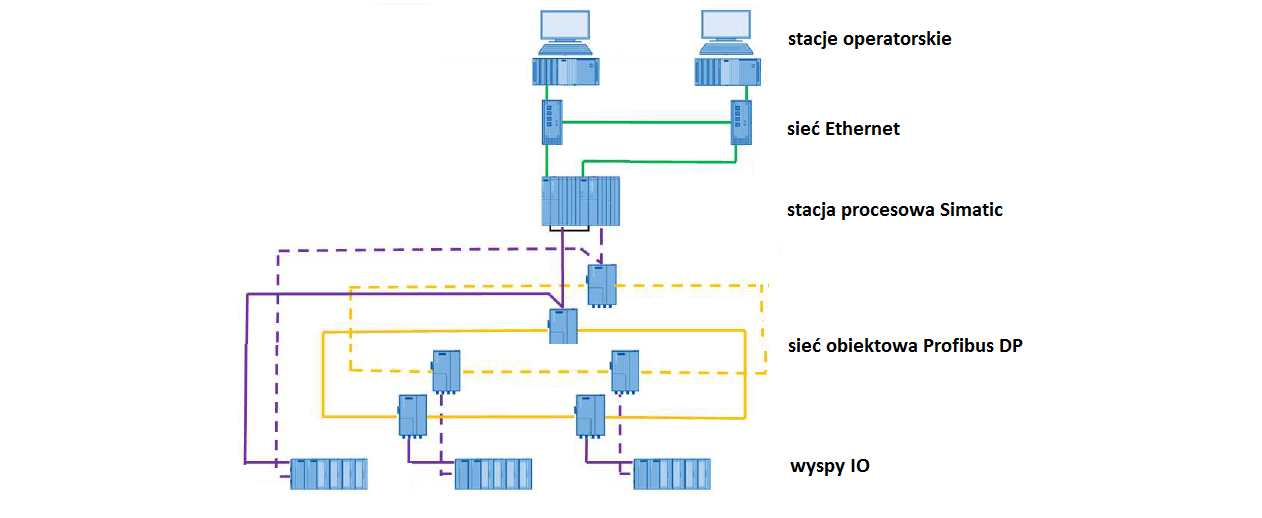
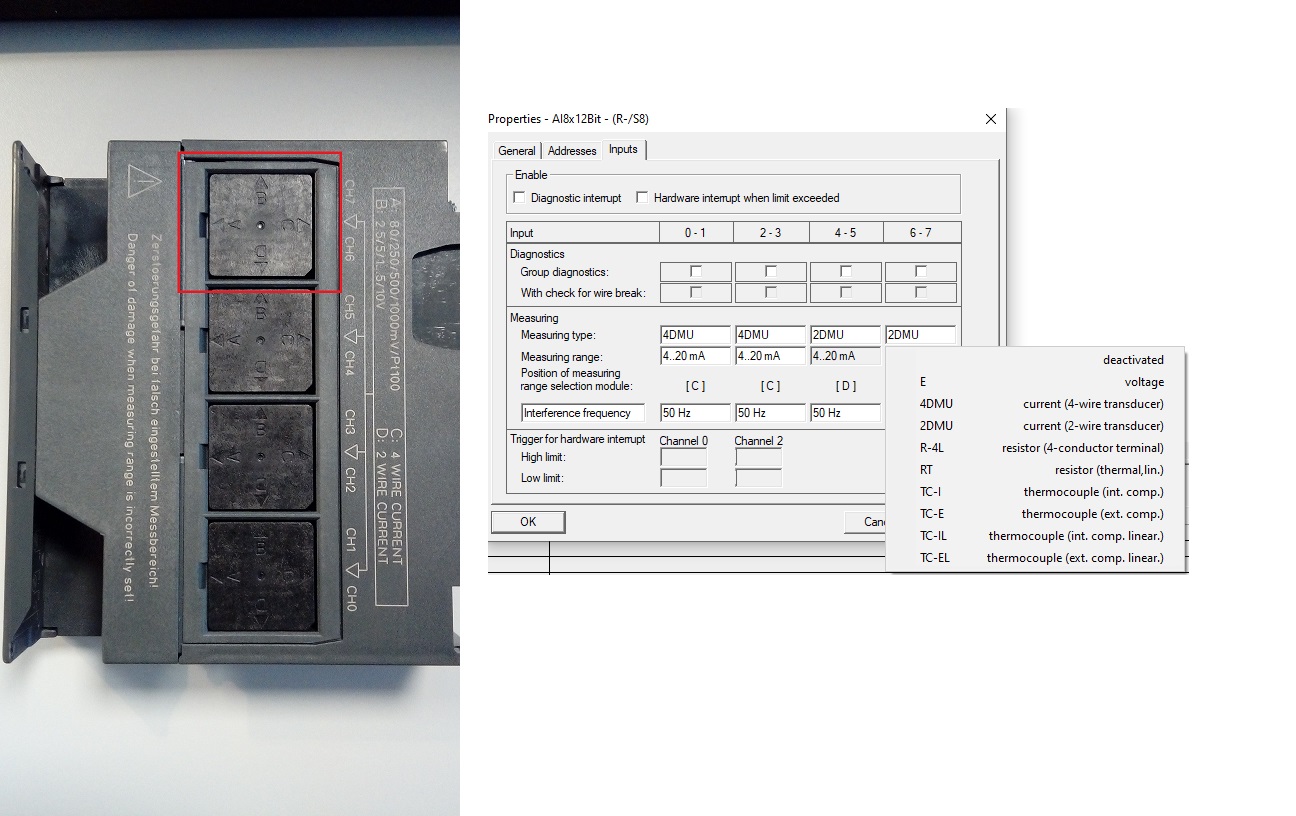
Jako moduł wejść analogowych zastosowano 6ES7331-7KF02-0AB0. Zaletą tego modułu jest to, że prądowe przetworniki dwu- i czteroprzewodowe podłącza się na te same zaciski wejściowe (takie samo podłączenie). Jest to możliwe dzięki temu, że do modułu doprowadza się osobne napięcie zasilania 24VDC. Przed zastosowaniem danego modułu wejść analogowych, warto sprawdzić w jaki sposób są podłączane pomiary oraz jego możliwości konfiguracji.

Źródło: domumentacja Siemens Simatic s7300_module_data_manual_en-US_en-US
Natomiast sama zmiana konfiguracji typu podłączenia przetwornika (np z czteroprzewodowego 4DMU na dwuprzewodowy 2DMU), wymaga wymontowanie modułu z listwy, zmianę ustawienia wkładki i wgranie zmienionej konfiguracji do sterownika. Zmiana konfiguracji połączenia przy pracującej instalacji jest tylko możliwa gdy moduły są zamontowane na specjalnych podstawkach. Należy też pamiętać, że kanały są konfigurowane parami.
Stan okablowania skrzynek obiektowych
Przez kilka lat pracy instalacji, dokonano zmiany w okablowaniu szafek obiektowych. W większości nie zostały one wprowadzone do dokumentacji, cześć okablowania została zdekompletowana, przewody zostały wprowadzone na inne zaciski itp. Poniżej niektóre przykłady zmian oraz nieścisłości w okablowaniu.
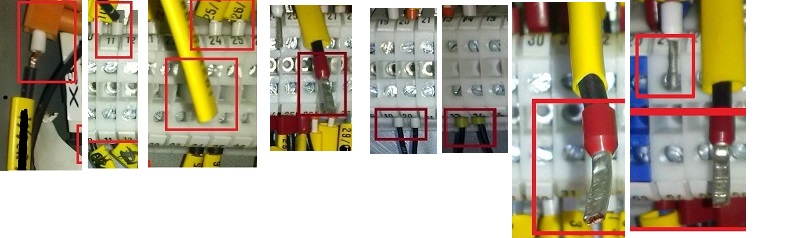
Prawdziwą plagą były wolno wiszące przewody. W większości były to przewody, które powinny trafić na listwę, a z listwy na aparat. Natomiast podczas napraw, modernizacji lub już nawet podczas samego montażu, zaciski jednego aparatu były łączone bezpośrednio z drugim urządzeniem- oczywiście takie połączenia nie były zgodne z dokumentacją.
Przed przystąpieniem do projektowania podłączeń do systemu sterowania, okablowanie szafek obiektowych należało doprowadzić do porządku i zgodnego z projektem szafek. Pracę te (nie uwzględnione w harmonogramie) przyniosły wymierne korzyści:
- nowy projekt był zgodny z aktualnym okablowaniem skrzynek (po uporządowaniu);
- łatwiejsza praca dla montażystów czyli mniej błędów w połączeniach;
- wstępne zapoznanie się z obiektem i jego „inwentaryzacja” itp.
Projekt podłączenia pomiarów do systemu sterowania
Projekt podłączenia pomiarów do systemu sterowania uwzględniał pozostawienie istniejących połączeń w skrzynkach obiektowych.
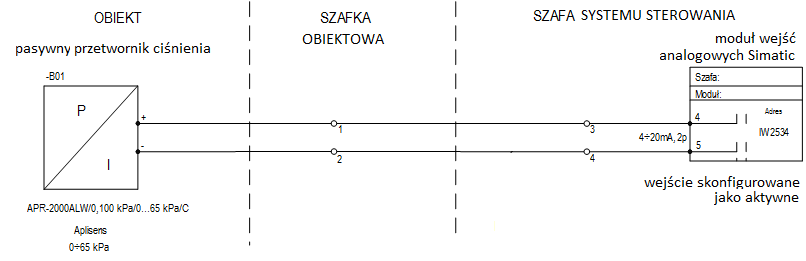
Pomiar dwuprzewodowy
Przetworniki prądowe dwuprzewodowe są najprostsze do podłączenia. Nie jest wymagane dodatkowe zasilanie. Są to pomiary o zakresie prądowym 4-20mA. Takie podłączenie zostało zastosowane do podłączenia nowo zaprojektowanych pomiarów. W takim przypadku wejście analogowe należy skonfigurować jako dwuprzewodowe (aktywne).
Podłączenie pomiaru czteroprzewodowego
Przetworniki czteroprzewodowe wymagają dodatkowego zasilania. Zakres prądowy może być 4..20mA lub 0..20mA. W takim przypadku wejście analogowe należy skonfigurować jako czteroprzewodowe.

Podłączenie pomiaru przez skrzynkę sterowania lokalnego – przykład 1
W istniejących szafkach obiektowych były zamontowane na elewacjach rejestratory/mierniki panelowe (4 kanałowe). Urządzenia jednocześnie zasilały tory pomiarowe, więc moduł wejść analogowych został skonfigurowany jako czteroprzewodowy (pasywny).

W takich połączeniach trzeba zwrócić uwagę na prawidłową polaryzację połączeń. Na rysunku poniżej pokazano kierunek przepływu prądu.

Podłączenie pomiaru przez skrzynkę sterowania lokalnego – przykład 2
W kilku szafkach były zamontowane panelowe regulatory (2 kanałowy) na elewacji skrzynki. Urządzenie nie miały możliwości zasilania torów pomiarowych dlatego w szafkach zasilanie zostało podane z zasilacza. Moduł wejść analogowych tutaj także został skonfigurowany jako czteroprzewodowy (pasywny).

Poniżej rysunek z zaznaczonym kierunkiem przepływu prądu.

Podłączenie pomiaru przez skrzynkę sterowania lokalnego – przykład 3
Niektóre pomiary dwuprzewodowe analogowe, zostały podłączone do regulatora oraz dodatkowo do rejestratora. Tak jak w przykładzie powyżej, tor pomiarowy został zasilony z zasilacza zamontowanego w szafce. Moduł wejść analogowych został skonfigurowany jako czteroprzewodowy (pasywny).
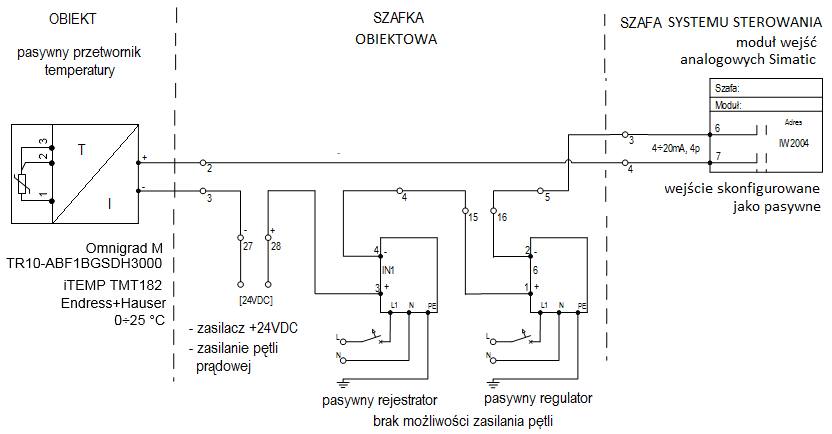
Poniżej rysunek z zaznaczonym kierunkiem przepływu prądu.

Podłączenie pomiaru przez skrzynkę sterowania lokalnego – przykład 4
Poniżej przykład jednoczesnego podłączenia pomiaru czteroprzewodowego do regulatora i rejestratora oraz systemu sterowania. Tor pomiarowy nie wymaga zasilania. Moduł wejść analogowych tutaj także został skonfigurowany jako czteroprzewodowy.
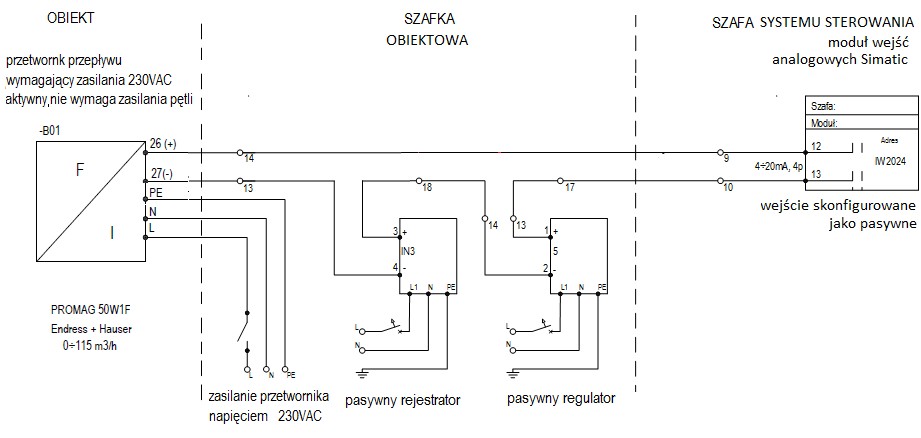
Poniżej rysunek z zaznaczonym kierunkiem przepływu prądu.

Oprogramowanie pomiarów w systemie sterowania
Równocześnie z prefabrykacją szaf oraz montażem obiektowym, prowadzone były prace programistyczne. Pierwszym etapem tych prac było stworzenie standardów pomiarów i sterowań czyli uniwersalnych bloków funkcyjnych, wywoływanych wielokrotnie, obsługujących urządzenia danego typu.
Wprowadzenie standardów dla oprogramowania sterownika oraz wizualizacji, zredukowało liczbę błędów i pomyłek przy tworzeniu oprogramowania oraz znacznie uprościło i przyśpieszyło późniejsze uruchomienie.
Opracowany standard dla pomiaru analogowego miał spełniać następujące funkcje:
- obsługiwać kilka najczęściej spotykanych rodzajów pomiarów (unipolarne, bipolarne);
- przeskalowywać wartość cyfrową pomiaru w sterowniku na wartość rzeczywistą;
- możliwość wprowadzenia symulacji;
- wykrywanie uszkodzenia toru pomiarowego;
- wprowadzenie progów alarmowych.
Poniżej jest przestawione w jaki sposób przetwornik A/C przetwarza wartość analogową na cyfrową i jakie wartości udostępnia w programie.

Sygnalizacja przekroczenia progów alarmowych.

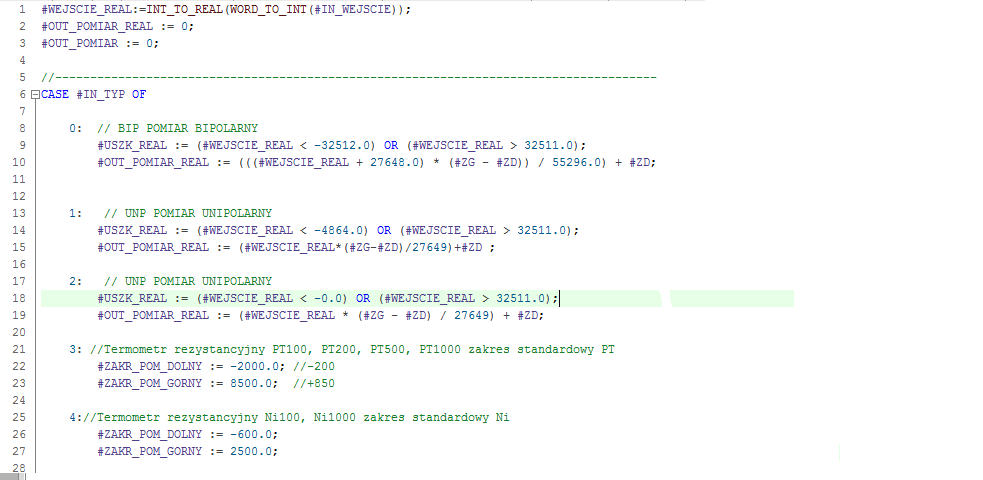
Poniżej fragment programu (standardu) odpowiedzialny za skalowanie wejścia pomiaru rzeczywistego na podstawie zakresu pomiarowego przetwornika.
Do standardu dodano także możliwość załączenia i wprowadzenie wartości symulacji pomiaru przez obsługę.

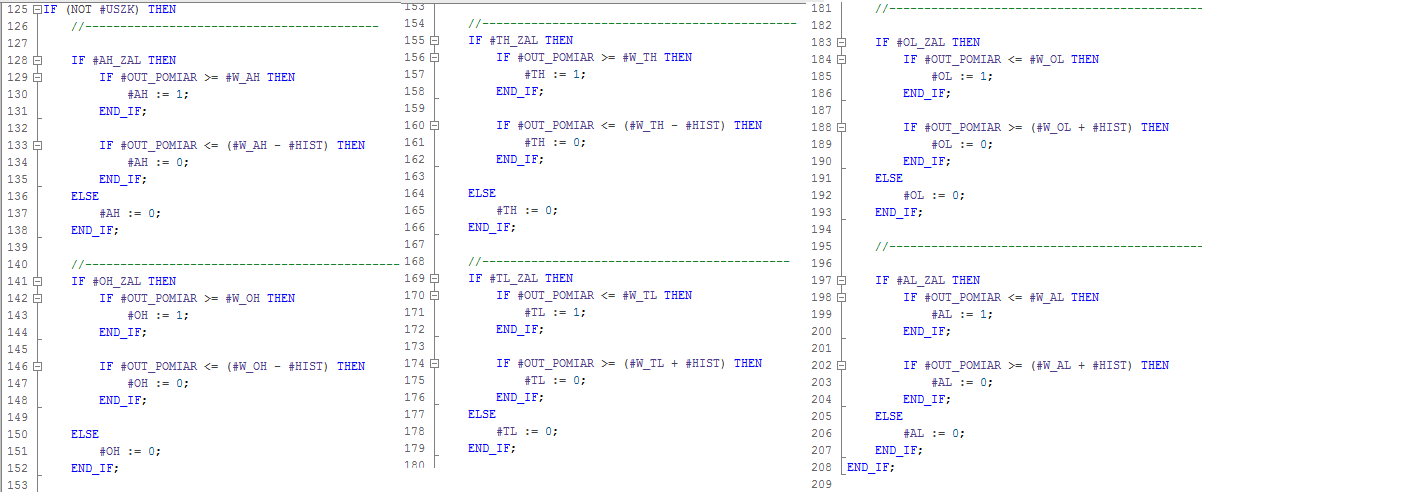
Standard pomiaru posiada funkcję sygnalizacji progów alarmowych.
Fragmenty wizualizacja stworzonej na podstawie standardów.

Podłączenie pomiarów do systemu automatyki
Dzięki wcześniejszym pracom związanym z uporządkowaniem istniejącego okablowania, montaż został wykonany naprawdę szybko. Oczywiście w trakcie realizacji pojawiły się drobne problemy, jednak były one rozwiązywane na bieżąco.
Poniżej gotowe szafy systemowe, zasilone i podłączone do instalacji.

Zdjęcie zostało zrobione już po uruchomieniu. Na zdjęciu widać włożone już wszystkie złącza do modułów. Pierwsze uruchomienie i zasilanie szaf odbywało się z wypiętymi złączami. Przed włożeniem złącza, sprawdzane było każde połączenie multimetrem, czy nie jest podane napięcie 230VAC na wejście analogowe lub wejście binarne 24VDC np. w wyniku błędu montażowego lub projektowego. Podanie wysokiego napięcia na moduł spowodowałoby jego uszkodzenie.
Uruchomienie obiektowe
Uruchomienie przebiegło bez większych utrudnień. Najczęściej występujące problemy to:
- problemy z separacją pomiarów między kanałami modułu;
- drobne błędy montażowe;
- niewykryte wcześniej błędy w okablowaniu szafek obiektowych;
- brak możliwości odczytu zakresu pomiarowego z przetwornika (np. nieczytelna naklejka na przetworniku informująca o zmianie zakresu itp.).
Problemy z separacją pętli prądowych
Po podłączeniu niektórych pomiarów do systemu automatyki, nie można było ich odczytać prawidłowej wartości w systemie. Mimo że pomiar był sprawny- pętla ciągła, prawidłowa wartość prądu mierzona multimetrem na zaciskach modułu wejść analogowych, system wskazywał przerwanie pętli lub prąd poniżej zakresu. W innym przypadku odczyt pomiaru był prawidłowy, jednak po podłączeniu następnych przetworników do kolejnych kanałów modułu, system pokazywał niewiarygodne wartości (wartość rzeczywista po przeskalowaniu nie odpowiadała wartości prądu w pętli). Dlatego dla części z pomiarów zastosowano separatory co skutecznie rozwiązało problem.
Zastosowano separatory zasilane z pętli prądowej sterownika (LDPS-11ST, prod. JMP):
- nie wymagają dodatkowego zasilania;
- szerokość separatora to 7mm, więc można było go zastosować w miejsce wymontowanych dwóch zacisków po 2x5mm;
- dostępność zapewniona przez producenta;
Dzięki takiemu rozwiązaniu, zamontowanie separatorów nie spowodowało „zdemolowanie” szafy. Także montaż i uruchomienie przebiegło sprawnie.

Przed podłączeniem separatora należy się zapoznać się z dokumentacją urządzenia. Często separatory posiadają mikroprzełączniki, które należy odpowiednio ustawić. Dokumentacja składa się z kilku stron, a jej przeczytanie zajmie tylko 5 min..
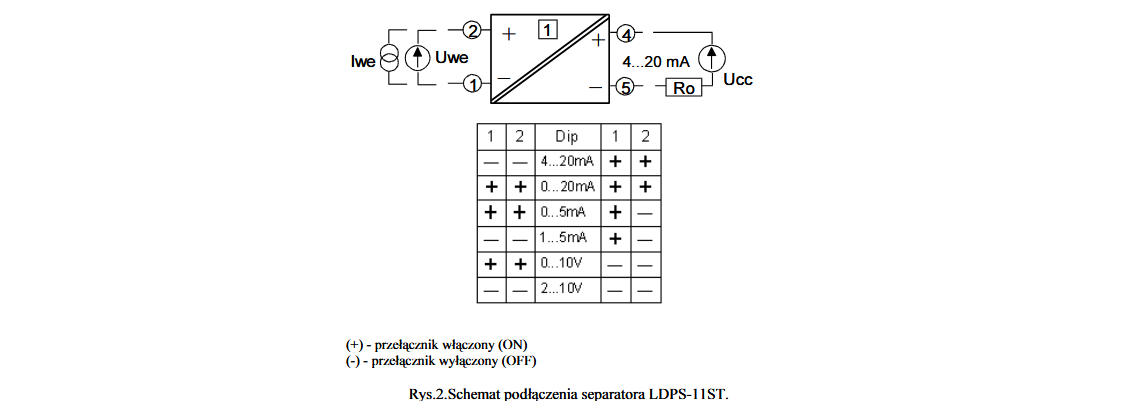
Źródło: http://www.jmpep.com.pl/doc/d-ldps11_st.pdf – Listwowy dwuprzewodowy przetwornik sygnałowy LDPS-11ST, Dokumentacja techniczno-ruchowa
Poniżej schemat pomiaru po zastosowaniu separatora.

Przy tego typu uruchomieniach, najważniejszymi narzędziami są multimetr (wystarczający jest średniej jakości) i zadajnik sygnału analogowego. Bez tych dwóch podstawowych narzędzi, uruchomienie obwodów byłoby bardzo trudne i czasochłonne.

Poniżej przypomnienie jak poprawnie zmierzyć prąd w pętli:
- z przetwornikiem dwuprzewodowym

- z przetwornikiem czteroprzewodowym

Częstym błędem jest mierzenie prądu w pętli z przetwornikiem dwuprzewodowym (pasywnym) bez napięcia zasilania toru pomiarowego. Poniżej przykłady błędnego pomiaru prądu w pętli.

Podsumowanie
Realizację zadania udało się zakończyć zgodnie z harmonogramem. Modernizację można było przeprowadzić tylko w miesiącach letnich, kiedy część instalacji nie pracuje i można przełączać kolejno linie przemysłowe. Dlatego uruchomienie systemu automatyki zgodnie z założeniami było bardzo ważne, niedotrzymanie terminu spowodowałoby brak możliwości dalszych prac.
Każdy etap realizacji zadania, przyczynił się do sukcesu końcowego. Wykonanie szczegółowego projektu, miało wpływ na dalsze prace- prefabrykację szaf, montaż obiektowy oraz uruchomienie.
Oprogramowanie standardów natomiast skróciło uruchomienie, ponieważ na tym etapie najważniejsze było skupienie się na pracy instalacji oraz zautomatyzowanie i optymalizacji jej pracy zgodnie z oczekiwaniami klienta.
 Nagrodę Głośnik bluetooth + klucz go szaf + zestaw gadżetów dostarcza ambasador konkursu, firma WAGO. |
{kind=link}