





Gdy byłem w technikum nauczyciel od przedmiotów zawodowych bardzo lubił puścić nas na głęboką wodę. Pewnego dnia postanowił nauczyć nas opracowywania projektów na podstawie grafcetu i tekstu. Pokazał nam prezentację od Festo. Można się było z niej dowiedzieć jak wyglądają poszczególne bloki i jakie spełniają funkcje. Jeszcze na tej samej 45 minutowej lekcji postanowił dać nam do zrobienia projekt automatycznej studzienki. Wcześniej nie pokazał nam żadnych metod, ani jak taki projekt mamy wykonać a internet milczał na temat tworzenia grafceta i robieniu odpowiednika w języku LAD lub FBD. W rezultacie każdy stworzył różne rodzaje grafcetu i nic z tego nie wyszło 🙂 . Właśnie dlatego powstał ten artykuł, aby pokazać, jak może to wyglądać i zaproponować metodę, dzięki której wszystkie egzaminy zdałem bez problemu. Aby zrozumieć poniższe wiadomości potrzebna jest wiedza na temat języka LAD i rozumienie bloków grafcetu. Do symulacji stanowiska wykorzystałem program FactoryIO a do napisania programu środowisko STEP 7.
Opis symulacji i zadania
Jako przykład postanowiłem wykorzystać gotową scenę z FactoryIO. Jest to układ składający się z trzech transporterów rolkowych i dwóch przenośników łańcuchowych, które mogą przenosić towar w czterech kierunkach. Oprócz tego na stanowisku znajduje się pięć czujników (3 optyczne refleksyjne i 2 pojemnościowe). Do sterowania linią wykorzystamy dla uproszczenia tylko 2 przyciski (S1 NO, S2 NC).
![]()
![]()
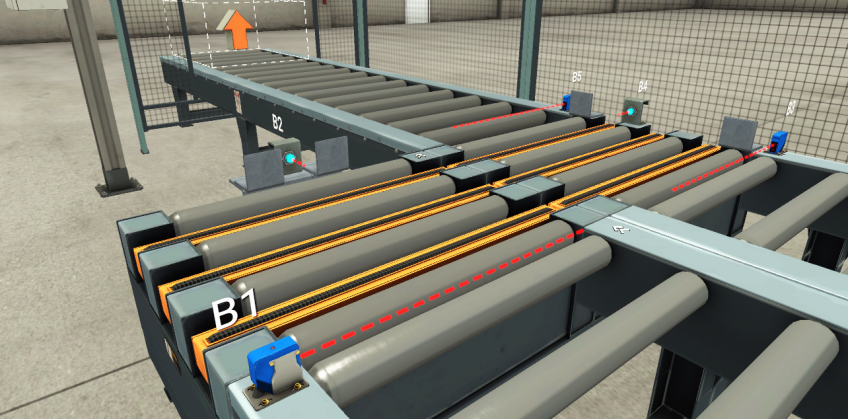
Naszym zadaniem będzie napisanie programu, który będzie sterował ruchem palet na przenośnikach, tak aby palety z bocznego toru mogły być wrzucane na główną linię bez powodowania kolizji. Będziemy mieli trzy różne sytuacje, które będzie można doskonale odróżnić na zdjęciu z algorytmem grafcet.
Sytuacja 1 – Pierwsza wjechała paleta na torze bocznym (aktywny czujnik B1, nieaktywny B3). Wyłączamy transporter toru głównego i powodujemy przesunięcie palety z toru bocznego.
Sytuacja 2 – Pierwsza wjechała paleta na torze głównym (aktywny czujnik B3, nieaktywny B1). Wyłączamy transporter toru bocznego i pozwalamy przejechać palecie na torze głównym.
Sytuacja 3 – Palety wjechały w identycznym momencie (aktywne oba czujniki B1 i B3). Sytuacja bardzo mało prawdopodobna w prawdziwym życiu, ale możliwa. Pozwalamy na wjazd obu palet na przenośniki łańcuchowe i w momencie kiedy paleta na torze głównym opuszcza transporter (zbocze opadające na czujniku B5) zaczynamy transport palety z toru bocznego.
Po wykonaniu wszystkich czynności program wraca do kroku 1 i cykl wykonuje się w pętli. Jest również możliwość zatrzymania pracy układu przyciskiem S2. Zatrzymanie układu następuje, gdy wykona się przeniesienie palet.
Finalny efekt działania naszego programu powinien wyglądać tak jak na filmiku:
Algorytm – tabela przyporządkowania
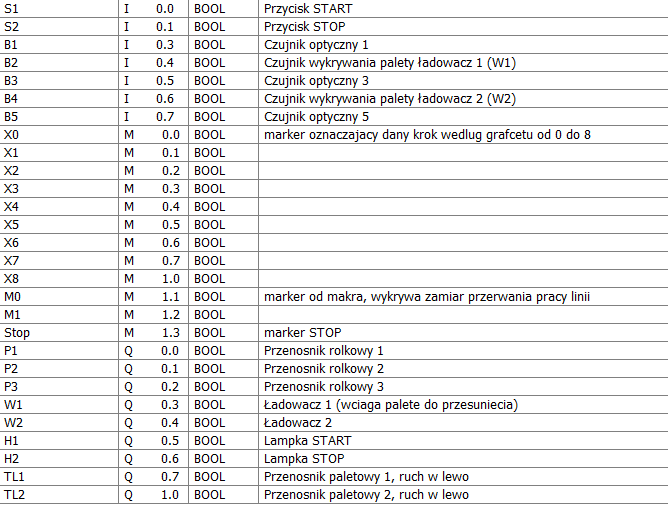
tabela z adresami, nazwami i wyjaśnieniami
Algorytm grafcet
Oznaczenie notB3 oznacza, że czujnik jest w stanie niskim lub B5(zb.opa) oznacza zbocze opadające na danym czujniku, * oznacza iloczyn logiczny (bramka AND).

Program w języku LAD
https://docdro.id/3TsScFl <- Kod napisany w LAD w oparciu o grafcet.
Jak to ugryźć…
Aby zacząć powinniśmy stworzyć sobie tabelę przyporządkowania z elementami, którymi sterujemy a także markerami reprezentującymi poszczególne kroki. Ja kroki oznaczam jako X0, co oznacza krok 0.
Pierwszy network to wejście do kroku 0 (zero). Dzieje się to tylko wtedy gdy wszystkie inne kroki będą niskie (wyjdziemy z nich).
Drugi network zawiera tranzycję między krokiem 0 a 1. Przechodzimy dalej tylko wtedy gdy klikniemy przycisk S1 (NO), będziemy aktualnie w kroku 0 i S2 (NC) nie będzie wciśnięty. Analogicznie jest zrobiona każda tranzycja między innymi krokami. Każdy network posiada komentarz, więc nikt nie powinien się pogubić. Ważną rzeczą jest, aby w tych przejściach najpierw setować kolejny krok i dawać go na górze, a aktualny krok resetujemy pod nim. W innym przypadku sterownik może wykonać program nieprawidłowo i przykładowo wejść do kroku 0.
Przy każdym kroku mamy akcje (chociaż zgodnie z normami możemy stosować kroki bez akcji). W naszym przykładzie mamy akcje normalną, wykonywaną tylko przez czas pobytu w kroku, do którego jest przypisana, mamy akcję setującą/resetującą, która zostaje w jednym kroku zapamiętana a w innym zresetowana i mamy również akcję z warunkiem, która oznacza wysterowanie elementu tylko wtedy gdy będziemy w odpowiednim kroku i będzie spełniony warunek przy niej (patrz krok 6).
Dobrym nawykiem jest dzielenie sobie programu na sekcję tranzycji i akcji a także pisanie sobie krótkich komentarzy. Może to nam zaoszczędzić nerwów i czas na egzaminie.
Podsumowanie
Artykuł został stworzony z myślą o osobach, które tak jak ja rok temu musiały zmierzyć się z egzaminem zawodowym na kierunku mechatronik/automatyk. W tamtym czasie przeszukiwałem Internet, który na przykładzie wytłumaczy idee grafcetu i pokaże, jak przełożyć to na program. Mam nadzieję, że chociaż jedna osoba otrzyma swój pomarańczowy papierek potwierdzający jej wiedzę dzięki tym informacją.