





Dzisiejsze firmy produkujące elektronikę, zarówno OEM jak i ODM/EMS, muszą być w stanie obsługiwać typy komponentów od najmniejszych układów SMD do dużych półprzewodników, jak również nietypowe komponenty, takie jak duże złącza montowane przelotowo. Ponadto częstym wyzwaniem jest częsta zmiana produktu, która musi być przeprowadzona tak szybko i efektywnie, jak to tylko możliwe.
Przyspieszenie przezbrajania urządzeń
Podczas montażu płytek z dużą prędkością na linii do montażu powierzchniowego oraz w scenariuszach produkcyjnych obejmujących wiele zmian w ciągu dnia, zautomatyzowanie jak największej liczby zadań związanych z przezbrojeniem może pomóc zaoszczędzić czas i uniknąć błędów ludzkich, a co za tym idzie strat w produkcji i czasu na ich usunięcie.
System ułatwiający ten proces, taki jak Automatic Program Change-over (APCO), może szybko wykonać zmianę i zapewnić to, że prawidłowy program zostanie załadowany do wszystkich maszyn w linii.
Jeśli chodzi o montaż podzespołów, możliwe jest skonfigurowanie podajników do obsługi kilku produktów bez konieczności ich zmiany. Kiedy potrzebna jest nowa konfiguracja podajników, można je uzbroić w trybie offline i dostarczyć na czas przezbrojenia.
Przezbrojenie drukarki pasty lutowniczej jest bardziej skomplikowaną procedurą. Zazwyczaj wymaga usunięcia pasty z szablonu, wyczyszczenia go, wymiany, ponownego skonfigurowania pinów i ustawienia rakli. Grafika 1 opisuje pełną sekwencję wymaganych czynności. By je zrealizować montaż musi oczywiście zostać wstrzymany co może zająć od 10 do 15 minut.

Grafika 1. Sekwencja przezbrojenia drukarki pasty lutowniczej
Duża część tej procedury – obejmująca chociażby takie kroki jak wyjęcie i wymianę szablonu wymaga określonych umiejętności po stronie operatora. Jednocześnie zautomatyzowanie tego procesu – z natury rzeczy skomplikowanego – stanowiło niebagatelne wyzwanie technologiczne.
W odpowiedzi na to YAMAHA podjęła się znaczącego przeprojektowania standardów przyjętych dla wewnętrznej struktury drukarki pasty lutowniczej. W rezultacie stworzyła nową, nagrodzoną w konkursie Global SMT, drukarkę YSP10 ze zautomatyzowanymi etapami przezbrajania, w tym wymianą szablonu, wymianą pinów oraz usunięciem i wymianą rolki pasty lutowniczej na kolejny szablon (grafika 2).

Grafika 2. Drukarka Yamaha YSP10, pozwalająca na automatyczne przezbrajanie
Dzięki tym zmianom technologicznym cały proces może być zrealizowany w od 3 do 5 minut, po czym produkcja może być wznowiona natychmiast – bez konieczności sprawdzania pasty lutowniczej. Sekwencja przedstawiona na grafice 3 pokazuje sposób w jaki osiągnięto tę redukcję czasu.

Grafika 3. Zoptymalizowana sekwencja automatyczna skraca czas przezbrojenia o ponad 60%.
Połączenie nowości i sprawdzonych rozwiązań
Głowica 3S (swing single squeegee) firmy YAMAHA (grafika 4) umożliwia optymalizację kąta nachylenia rakli poprzez serworegulację. dla zapewnienia optymalnego wypełnienia apertur. Co należy podkreślić kąt rakli ma większy wpływ na wypełnienie apertur niż inne parametry, takie jak jej prędkość czy nacisk. W szczególności rozpuszczalnik, który może być obecny na powierzchni szablonu bezpośrednio po zakończeniu cyklu czyszczenia, może spowodować wadliwe osadzanie się lutu na pierwszych płytkach, które mają być drukowane po wznowieniu pracy. Drukarka posiada system Filling Adjust, który automatycznie zmienia kąt nachylenia rakli, aby skompensować różnice w wypełnieniu spowodowane rozpuszczalnikiem. Pomaga to zapobiegać wadom druku bez konieczności podejmowania dodatkowych działań lub opóźnień w suszeniu szablonu.

Grafika 4. Głowica 3S umożliwia automatyczną optymalizację kąta nachylenia rakli
Konstrukcja głowicy współpracuje z unikalną technologią rakli, która charakteryzuje się elastyczną krawędzią (ostrzem) o grubości zaledwie 100 mikronów pokrytym 10-mikronową powłoką o niskim współczynniku tarcia, identyczną jak ta, którą stosuje się na ściankach cylindrów w wysokowydajnych silnikach motocyklowych YAMAHA, aby zminimalizować straty energii i wydłużyć trwałość. Powłoka ta skutecznie eliminuje zużycie rakli, jak również szablonu, nie tylko przyczyniając się do zwiększenia powtarzalności, ale również pomagając zapewnić lepsze wyniki podczas drukowania z użyciem stopniowanych szablonów, jak również obniżając całkowity koszt procesu drukowania.
Połączone efekty działania rakli i głowicy 3S umożliwiają uzyskanie doskonałych wyników podczas wykonywania procesów takich jak pin in paste. Drukarka może wypełnić otwory przelotowe platerowane (PTH) jednym przejściem rakli, podczas gdy inne systemy, które mają stały kąt i sztywne ostrze, mogą wymagać wykonania kilku przejść. Uzyskana w ten sposób oszczędność czasu i powtarzalność rezultatów może być szczególnie doceniona przez firmy, które muszą zapewnić efektywne wklejanie pinów podczas budowy zespołów zawierających na przykład duże wielopinowe złącza samochodowe z otworami przelotowymi.
W nowo zaprojektowanym wewnętrznym układzie drukarki zastosowano również wspomagany podciśnieniowy (próżniowy) mechanizm mocowania szablonów, co pomaga zapewnić wysoką dokładność pozycjonowania i powtarzalność. Element zasysający (chwytający podciśnieniowo) działa względem metalowej części szablonu, co eliminuje efekty jakichkolwiek zniekształceń w ramie szablonu, a także minimalizuje wszelkie niedokładności, które mogą wynikać z wydłużenia siatki w toku przechodzenia rakli.
W nowo zaprojektowanym wewnętrznym układzie drukarki zastosowano również wspomagany podciśnieniowy (próżniowy) mechanizm mocowania szablonów, co pomaga zapewnić wysoką dokładność pozycjonowania i powtarzalność. Element zasysający (chwytający podciśnieniowo) działa względem metalowej części szablonu, co eliminuje efekty jakichkolwiek zniekształceń w ramie szablonu, a także minimalizuje wszelkie niedokładności, które mogą wynikać z wydłużenia siatki w toku przechodzenia rakli.
Dzięki temu zwiększają się zarówno możliwości drukowania, jak i stabilność procesu. Oprócz mechanizmu zaciskowego, graficzny system wizualnego wyrównywania drukarki pomaga szybko i intuicyjnie wypozycjonować szablon i płytkę, umożliwiając idealne wyrównanie płytki do szablonu, nawet gdy punkty referencyjne są słabo widoczne lub kiedy ich nie ma.
Funkcje takie jak auto pin teach stały się popularne w ciągu ostatnich kilku generacji drukarek pasty lutowniczej. Upraszczają one generowanie programów poprzez automatyczne określanie optymalnych pozycji dla pinów, które zapewniają podparcie podczas drukowania, wykorzystując informacje CAD, takie jak dane gerber lub wykorzystując cyfrowy obraz płytki o wysokiej rozdzielczości. Pakiet narzędzi, które umożliwiają zautomatyzowane przezbrojenie, dodaje teraz do możliwości drukarki automatyczną wymianę pinów, co jeszcze bardziej upraszcza ich ustawianie pod nową płytkę.
Obsługa rolki pasty lutowniczej została również zautomatyzowana, aby wyeliminować nieefektywność podczas postępowania z pozostałą pastą lutowniczą na szablonie w chwili przezbrojenia. Pasta jest automatycznie usuwana z szablonu i zatrzymywana, zachowując ją w formie rolki. Pasta może być ponownie naniesiona na powierzchnię nowego szablonu po zmianie. Przed ponownym rozpoczęciem drukowania, średnica rolki pasty jest mierzona i w razie potrzeby dodawana jest dodatkowa pasta lutownicza, zgodnie z systemem kontroli stabilności druku (PSC). Taka sekwencja zapewnia dwie główne korzyści: wyeliminowany jest kontakt operatora z pastą i nie ma straty czasu potrzebnego na kondycjonowanie świeżo osadzonego wałka pasty. Drukowanie może być kontynuowane natychmiast, przy użyciu nowego programu, jak tylko pierwsza płytka z nowej partii zostanie wprowadzona do urządzenia. System PSC w regularnych częstych odstępach czasu mierzy średnicę rolki pasty podczas normalnej pracy drukarki, co przyczynia się do niezmiennego wypełniania otworów a co za tym idzie do powtarzalności procesu.
Dokładna, wbudowana inspekcja
Omawiając kwestię inspekcji zastosowanej w urządzeniu dobrze odnieść się do przypadku z praktyki. Użytkownik drukarki YSP10 z Belgii, użytkujący linię produkcyjną przeznaczoną dla zespołów samochodowych, stwierdził, że wbudowany w drukarkę (2D) system kontroli dwuwymiarowej wykazał porównywalną dokładność co dedykowanego systemu kontroli pasty lutowniczej 3D (SPI). Wbudowany system 2D (Grafika 5) może zapewnić niezawodne wyniki kontroli pasty lutowniczej w standardowym czasie cyklu drukarki. Dzięki polu widzenia (FOV) o wymiarach 30 mm x 22,5 mm i rozdzielczości 18,7 µm, system ten może zidentyfikować wady drukowania nawet dla pasty nałożonej dla bardzo małych komponentów takich jak małe układy SMD i BGA o skoku 0,5 mm. , W przypadku wykrycia nieprawidłowości system reaguje automatycznie czyszcząc szablon
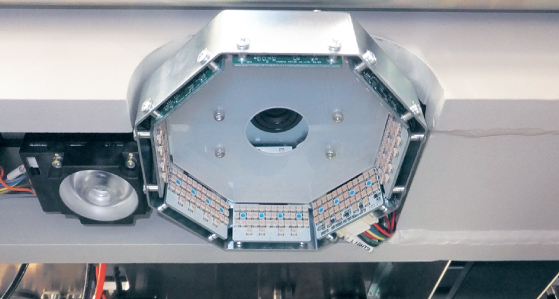
Grafika 5. Wbudowana kontrola 2D może być tak dokładna jak dedykowany system SPI.
Wnioski
Zadania w toku przezbrajania drukarki pasty lutowniczej były do tej pory jednymi z najtrudniejszych do zautomatyzowania w toku procesu SMT. Podczas gdy, jego kolejne elementy takie jak montaż czy inspekcja zostały już dawno zautomatyzowane, przezbrajanie drukarki pasty lutowniczej pozostawało pracochłonnym zadaniem wykonywanym przez operatora. Ta ostatnia przeszkoda została właśnie pokonana, co umożliwia niemalże pełną automatyzację montażu powierzchniowego, a co za tym idzie większą wydajność i jakość.
Co dalej?
Urządzenia i roboty przemysłowe YAMAHA są dostępne również w Polsce. Można je zobaczyć i sprawdzić w działaniu w CENTRUM TECHNOLOGICZNO-SZKOLENIOWYM RENEX. W ramach tego ośrodka Grupa RENEX – będąca jedną z największych polskich firm z branży elektronicznej, a zarazem dystrybutorem YAMAHA SMT oraz Robotics na Polskę i kraje bałkańskie realizuje swoją misję świadczenia kompleksowych usług dla branży elektronicznej.
Grupa RENEX dostarcza nie tylko same urządzenia ale również szeroki zakres usług doradczych, serwisowych i szkoleniowych. Specjaliści CENTRUM TECHNOLOGICZNO-SZKOLENIOWEGO RENEX pomagają w identyfikacji problemów produkcyjnych i doborze odpowiednich rozwiązań technologicznych.
W Centrum prowadzone są również szkolenia z zakresu wprowadzanych rozwiązań. W ośrodku działa AUTORYZOWANE CENTRUM SZKOLENIOWE YAMAHA dostarczające wiedzę specjalistyczną dotyczącą obsługi i programowania urządzeń i robotów przemysłowych, w tym robotów typu SCARA, co pozwala użytkownikom w pełni korzystać z ich możliwości.
Więcej na www.renex.pl