




Chciałem przedstawić wam układnice magazynowe (z ang. stacker crane) okiem automatyka. Poruszę tutaj budowę, podstawowe zabezpieczenia, systemy automatyki i pozostałe niezbędne do działania systemy. Miałem okazję tworzyć zespół zajmujący się automatyką na najnowszej generacji magazynie wysokiego składowania produktów mrożonych. Jest on w pełni obsługiwany automatycznie, z wysoko skomputeryzowanymi maszynami pakującymi oraz innymi najnowszymi elementami procesu technologicznego. Poniżej postarałem się zebrać wiedzę z układnic w jak najbardziej przejrzysty sposób.
Trochę teorii
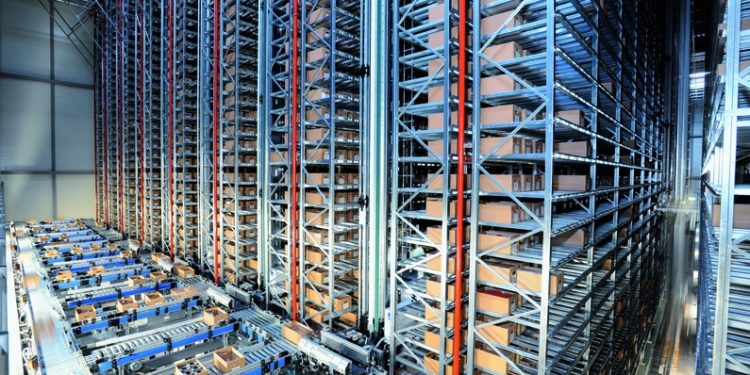
Układnice magazynowe zaprojektowane są do zautomatyzowanego składowania ładunków. Przemieszczają się one bezobsługowo wzdłuż korytarzy magazynowych, spełniając funkcje wyprowadzenia jednostek ładunkowych. Zazwyczaj obsługują palety znajdujące się na regałach o podwójnej głębokości składowania.
Budowa mechaniczna układnicy magazynowej

Skupimy się na najczęściej spotykanym rodzaju układnic w magazynach wysokiego składowania, czyli: jednokolumnowych układnicach paletowych. Zapewniają automatyzację składowania na regałach tradycyjnych bez konieczności stosowania górnego systemu prowadzącego.
Napęd podnoszący:

Mechanizm podnoszenia ma na celu pionowe przemieszczanie wózka podnoszącego. Mechanizm składa się z silnika sterowanego przez przemiennik częstotliwości. W jego skład wchodzi enkoder przyrostowy, zamykający pętle regulacji prędkości.
Wózek podnoszący:

Ruchomy wózek podnoszący ma za zadanie pionowe przemieszczenie ładunku i kabiny, jak również odbiór i umieszczenie ładunku za pomocą wideł teleskopowych, w które jest wyposażony.
Z boku wózka, od strony kolumny, zamontowane są rolki prowadzące z regulacją mimośrodową. Technika ta umożliwia odpowiednie ustawienie wózka podnoszącego we wszystkich kierunkach: poziomo, pionowo i wzdłuż osi korytarza.
Urządzenie obsługi ładunku:

Jest to element decydujący o wydajności systemu obsługi jednostek ładunkowych. Najistotniejszym parametrem, oprócz prędkości wysuwu, jest głębokość, na jaką mogą się wydłużyć widły teleskopowe.
W zależności od m.in. liczby różnych produktów w magazynie, używa się systemu pojedynczej, podwójnej, a czasami nawet potrójnej głębokości składowania. Głębokość oznacza ilość palet, które można umieścić jedna za drugą (wgłąb).
Szafa sterownicza:

Szafa sterownicza zazwyczaj jest przymocowana z tyłu kolumny, a sterowanie zaprojektowane w taki sposób, aby układnica była traktowana jako w pełni niezależna jednostka. Pomieszczenie szafy sterowniczej jest ogrzewane, gdyż całość urządzenia pracuje w niskich temperaturach.
Systemy automatyki
Układnicę można rozbić na kilka mniejszych systemów automatyki, które jednak ze sobą ściśle współpracują.
Poniżej zebrałem systemy najczęściej spotykane na różnych typach układnic:
Pozycjonowanie osi Y modułu podnośnikowego:

Moduł podnośnikowy jest pozycjonowany za pomocą dalmierza średniego zasięgu. Duża dokładność, prędkość i powtarzalność pomiaru sprawiają, że polecenia pozycjonowania mogą być wykonywane dokładnie, szybko i synchronicznie z równoległym pozycjonowaniem modułu jezdnego.
Monitorowanie pozycji krańcowej systemu obsługi regałów:

Gdy zostanie osiągnięta pozycja krańcowa, elektromechaniczny wyłącznik bezpieczeństwa natychmiast wyłącza napęd układnicy.
Pozycjonowanie i przesyłanie danych w systemach obsługi regałów:

Dalmierz dalekiego zasięgu pozycjonuje moduł jezdny. Wysoka rozdzielczość i powtarzalność czujnika pozwalają uzyskać dużą prędkość i przyspieszenie. Optyczny system przesyłania danych służy dodatkowo do komunikacji między systemem obsługi regałów i sterownikiem przepływu materiałów.
Bezprzewodowe przesyłanie danych w systemach obsługi regałów:

Za pomocą optycznego systemu przesyłania danych przez podczerwień odbywa się wymiana informacji między układnicą i systemem zarządzania magazynem. Tym samym okablowanie sieci przemysłowej jest zbędne.
Pomiar prędkości i pozycjonowanie modułu jezdnego:

Enkoder absolutny dostarcza wartość umożliwiającą sterowanie prędkością pozycjonowania, przyspieszeniem i opóźnieniem. Dzięki wysokiej rozdzielczości i powtarzalności enkoder zapewnia wykonywanie poleceń pozycjonowania dla układnicy z maksymalną precyzją.
Bezpieczne pozycjonowanie modułu jezdnego:

Umożliwia niezawodne rejestrowanie pozycji i prędkości bardzo dynamicznych systemów obsługi regału przy użyciu taśmy z kodem kreskowym i analizowanie ich w regularnych cyklach przez sterownik bezpieczeństwa. Pozwala to np. bezpiecznie ograniczyć obszary, w których moduł jezdny może poruszać się tylko ze zredukowaną prędkością w celu uniknięcia wypadków.
Urządzenie pomiaru obciążenia:

Dzięki czujnikom tensometrycznym możliwe jest potwierdzenie wypośrodkowania ładunku oraz obliczenia obciążenia. Uniemożliwia działanie wózka z nadmiernym obciążeniem lub z uszkodzonym ładunkiem.
System wykrywania ugięcia belki nośnej:

Oprócz systemu pomiaru obciążenia układnicę przed „wywrotką” zabezpiecza system wykrywania ugięcia belki nośnej. Jest to system optyczny, który monitoruje „in time” stopień jej ugięcia. Wysyła on ostrzeżenia do CPU o stanie jej „zmęczenia materiałowego” oraz jest w stanie poprzez obwody safety wyłączyć pracę całego urządzenia.
System odzyskiwania energii do sieci:

Moduł elektroniczny, który oddaje energię do sieci, powodując tym samym zmniejszenie zużycie prądu o około 15 %. Jego zadaniem jest zasilanie obwodu pośredniego z falownikami. Dzięki temu silniki wykorzystywane są w roli generatorów i większość energii, jaką zużywają, jest oddawana do sieci magazynu wysokiego składowania.
Elementy bezpieczeństwa
Pokładowe elementy bezpieczeństwa:
Elementy te konieczne są do prostego i wygodnego realizowania pracy systemów, oraz prac konserwacyjno/modernizacyjnych. Wśród nich znajdują się m.in.:
- drabiny,
- lina bezpieczeństwa – do której podczas pracy na wysokości – operator / serwisant utrzymania ruchu mocuje uprząż w celu uniknięcia upadku. Uprząż bezpieczeństwa znajduje się na każdym urządzeniu,
- kabina z ogrzewaniem,
- kabina zamknięta,
- mechaniczny system zatrzymania wózka (chwytacz) – aktywowany w przypadku zerwania się liny,
- wyłączniki magnetotermiczne – zabezpieczenie szaf przed przetężeniami i przepięciami,
- zabezpieczenia termiczne – czujniki termometryczne w silnikach elektrycznych, ograniczniki natężenia prądu w silnikach,
- czujniki krańcowe – używane przy ruchu wznoszącym oraz monitorowaniu prędkości pionowej wózka podnoszącego i prędkości ruchu wideł,
- fotokomórka – zainstalowana na wózku podnoszącym, której zadaniem jest potwierdzenie pustej lokacji (zabezpieczenie przed przepychaniem palet).
Elementy zabezpieczenia korytarza:
Do tej grupy oprócz standardowych drzwi ochronnych z monitorowanymi zamkami bezpieczeństwa zalicza się wszelkiego rodzaju systemy awaryjne. Niektóre z nich to:
- Systemy awaryjnego zatrzymania układnicy – składające się z przycisków umieszczonych przy stanowiskach sterowania ręcznego oraz w określonych strefach instalacji.
- Systemy awaryjnego wyłączenia układnicy – składające się z naprężonej liny umieszczonej wzdłuż korytarza 20 cm nad podłożem, aktywującej homologowane wyłączniki bezpieczeństwa.
- Zabezpieczenia mechaniczne – do nich należą sztywno mocowane zderzaki hydrauliczne na końcach korytarza. Zaprojektowane w taki sposób aby pochłaniać 100 % energii kinetycznej z uderzenia układnicy poruszającej się z prędkością nominalną i mającej nominalny ładunek.
- Czujniki krańcowe – do nadzorowania ruchów układnicy w poziomie.
- Strefy odłączenia awaryjnego – stosowane na końcach korytarza, zapobiegające najazdowi na zderzak.
Pozostałe systemy
Regulacja parametrów powietrza:

Odpowiedni system komputerowy pilnuje stałej temperatury i wilgotności powietrza. Ta pierwsza musi utrzymywać się w zakresie od 16 do 24 st. C, a wilgotność powietrza nie może przekroczyć poziomu 70 proc. Inne warunki mogłyby źle wpłynąć na składowany towar.
Inertyzacja:

Polega ona na obniżeniu zawartości tlenu w atmosferze do poziomu 15%, co uniemożliwia powstanie otwartego ognia. Do magazynu jest „wstrzykiwany” azot, który wypiera tlen. Pozwala to na niedopuszczenie do powstania pożaru, gdyż w powietrzu nie będzie wymaganego stężenia tlenu mogącego podtrzymać reakcję spalania. Taki system jest często stosowany, gdyż w powietrzu unosi się pył drzewny od palet i łatwo o pożar spowodowany iskrzeniem się szyn układnic
Podsumowanie
Automatyka magazynowa wciąż jest jeszcze mało popularna w Polsce, lecz najbliższa przyszłość procesów magazynowych nieodzownie związana jest z automatyką magazynową, jak i systemami IT sterującymi tymi procesami. Na większość z przedstawionych systemów należałoby przedstawić osobny artykuł. Jednak mam nadzieję, że choć trochę przybliżyłem Wam wiedzę z zakresu ciekawego i rozbudowanego tematu jakim jest automatyka magazynu wysokiego składowania. Na sam koniec wrzucę film z budowy najwyższego magazynu w Europie.
Źródła:
- mecalux.pl
- sick.com
- ssi-schaefer.com
- westfaliausa.com
- kardex-mlog.com
- automatykab2b.pl
- blog.dzwignice.info
 Nagrodę Koszulka + zestaw gadżetów dostarcza ambasador konkursu, firma EATON. |

{kind=link}