




Witam Was! To moja pierwsza publikacja na tym portalu, więc mam nadzieję że nie będziecie mocno tego artykułu krytykować. A nuż może komuś się spodoba?
Pracuję w największym pełno automatycznym magazynie w Europie. Projekt powstał w 2005 roku i jest częścią huty szkła oraz rozlewni. Od stycznia 2005 byłem częścią zespołu montującego sprzęt i maszyny w hucie a w czerwcu 2005 zacząłem pracować w firmie na stanowisku utrzymania ruchu tego magazynu. Jeśli jesteście zainteresowani to zapraszam Was do obejrzenia filmu promującego magazyn. film umieściłem w nieco wcześniej w innym poście, ale wklejam go również tutaj. https://iautomatyka.pl/magazyn-stocklin-automatyka-sztuka/
Magazyn działa 24/7/365 już 13 lat, więc jak się domyślacie duża ilość sprzętu jest już przestarzała. Nie da się znaleźć części zamiennych ponieważ technologia gna do przodu i producenci produkują coraz to nowsze komponenty i w takim wypadku trzeba robić modernizacje na nowsze sprzęty. I tak jest tym razem.
Modernizacja maszyny: Wymiana przemiennika częstotliwości na nowy model
Przedstawię wam moją metodę modernizacji maszyny – wymiana przemiennika częstotliwości na nowy model, wraz z całą procedurą transferu programu i parametrów. Przy takiej modernizacji niezbędna jest także ingerencja w sterownik PLC i zmiana pliku GSD, oraz parę innych czynności, ale po kolei – wszystko zostanie wyjaśnione.
Modernizacja odbędzie się na jednej z wind w magazynie wysokiego składowania, maszyna na której wykonam prace to MASTer 42, szwajcarskiego producenta automatyki przemysłowej – STOCKLIN.
Przestarzały Falownik to SEW MCV41A o mocy 55kW, który jest odpowiedzialny za kontrole silnika SEW o mocy 35kW pracującego w osi X. Winda waży 20 ton a dystans do pokonania w osi X to 290m, prędkość maksymalna windy w osi X to 4m/s. Wysłużony Falownik SEW boryka się z problemem przegrzania więc będzie wymieniony na nowy model SEW MDX61B o mocy 75kW.
Na zdjęciu 1.0 widzimy dwa falowniki SEW MCV41A do kontroli silników w osi X i Y.

Zdjęcie 1.0 Falowniki do wymiany SEW MCV41A.
Organizacja wymiany falownika SEW
Przejdę zatem do planu działania, w moim przypadku jest on następujący:
- Backup programu i parametrów falownika MCV41A
- Demontaż starego falownika MCV41A (instrukcja manual / dtr)
- Instalacja nowego falownika MDX61B (instrukcja manual / dtr)
- Download programu i parametrów do falownika MDX61B
- Wykonanie procedury Startup falownika MDX61B
- Zmiana pliku GSD w konfiguracji sprzętowej sterownika PLC Siemens
- Uruchomienie i test maszyny w trybie manualnym.
- Wprowadzenie maszyny w tryb automatyczny.
Przystępując do wymiany falownika należy się zapoznać z jego instrukcją obsługi (starego jak i nowego) a także ze schematem elektrycznym urządzenia w którym nastąpi modernizacja.
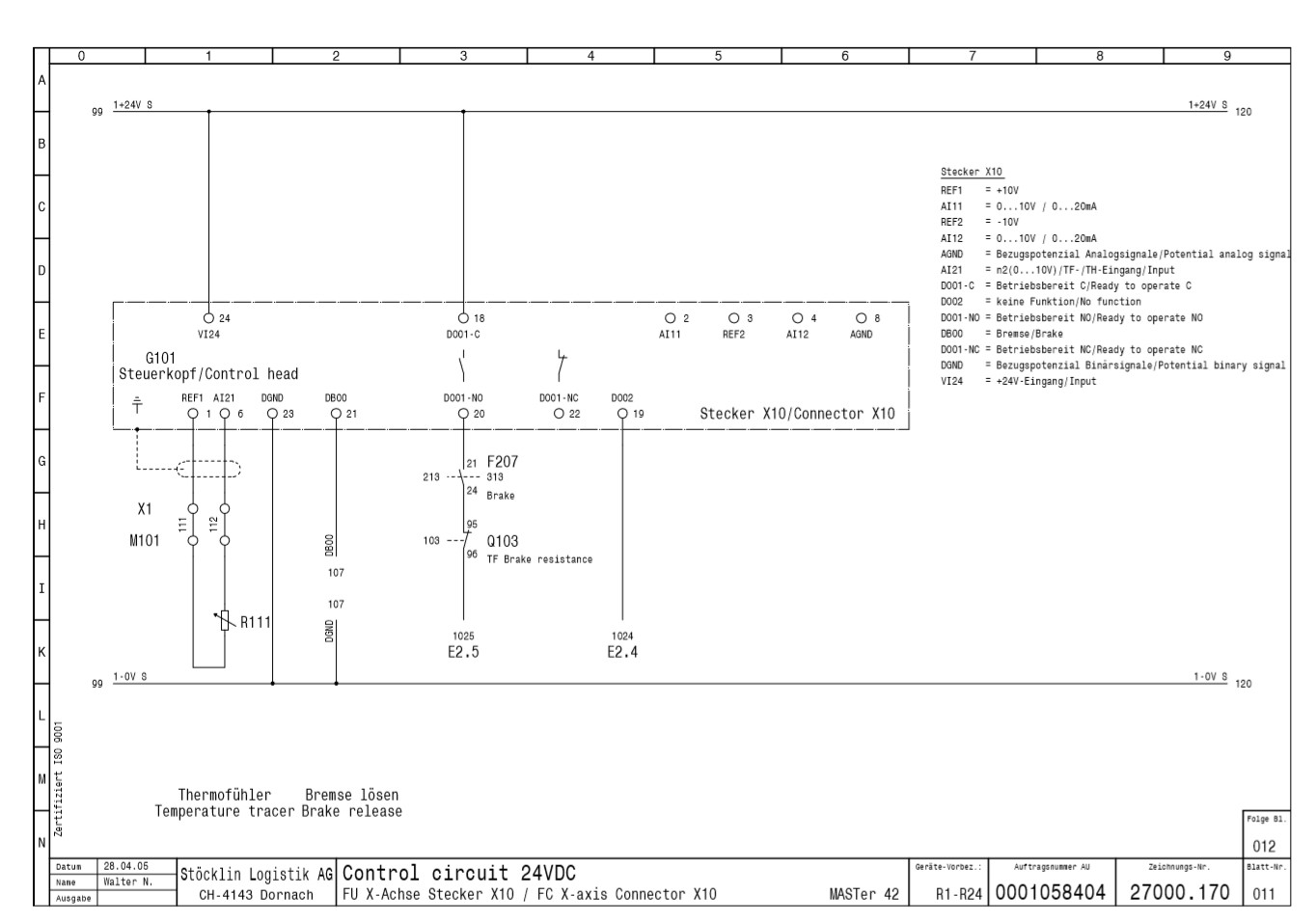
Poniżej jest wyciąg ze schematów elektrycznych MASTer’a które mnie interesują i są potrzebne do wykonania tej pracy. „Manuali” (instrukcji) falowników nie będę tu pokazywał (linki masz wyżej), są one dostępne online na stronie producenta – SEW Eurodrive.

Zdjęcie 1.1 Schemat połączeń modułu mocy i hamulca.
Zdjęcie 1.2 Listwa zaciskowa jednostki sterującej X10
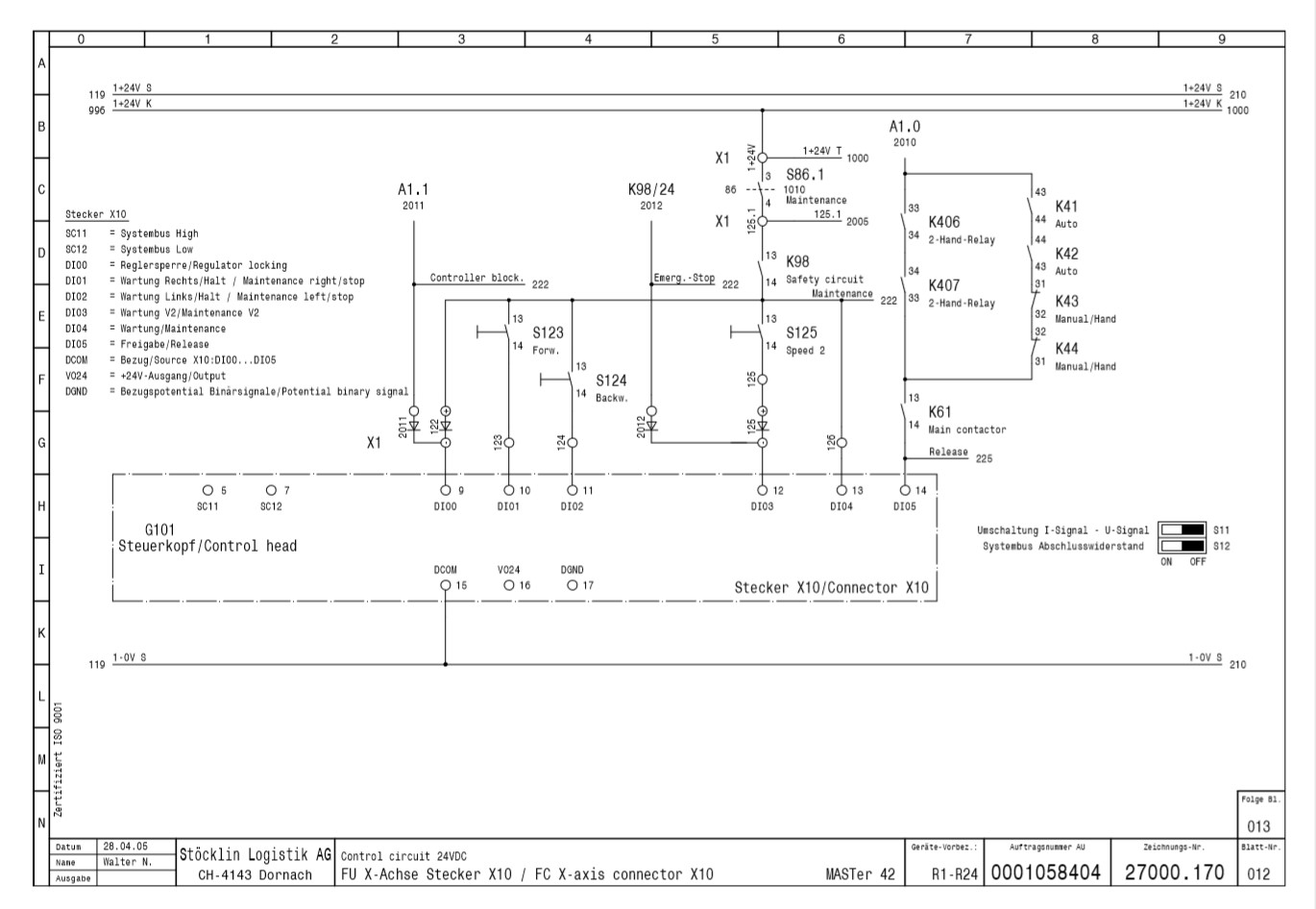
Zdjęcie 1.3 Kontynuacja Listwy zaciskowej jednostki sterującej X10

Zdjęcie 1.4 Wejście Enkodera Silnika, obsadzenie zacisków X15

Zdjęcie 1.5 Przyłącze PROFIBUS-DP, 9-pinowe gniazdo Sub-D, obsadzenie zacisków X30
1. Backup parametrów starego falownika
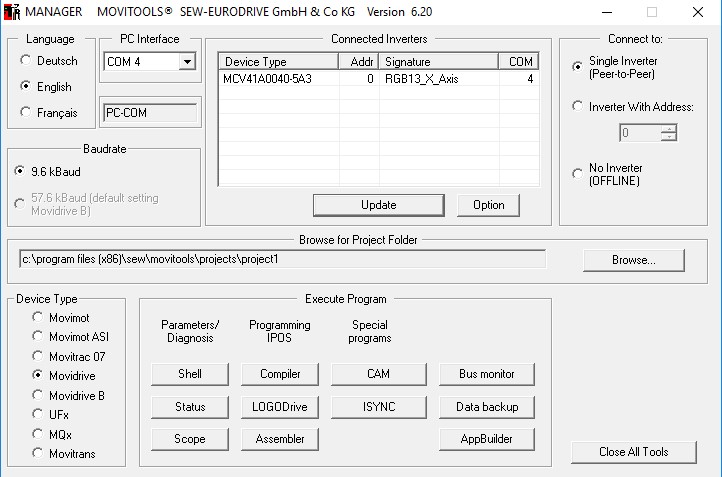
Zaczynam więc od bakapu programu i parametrów starego falownika, do tego posłuży mi oprogramowanie producenta, dostarczone wraz z nowym falownikiem. Instaluje program na laptopie i uruchamiam aplikacje – MT Manager. Po odpaleniu, wygląda to tak:
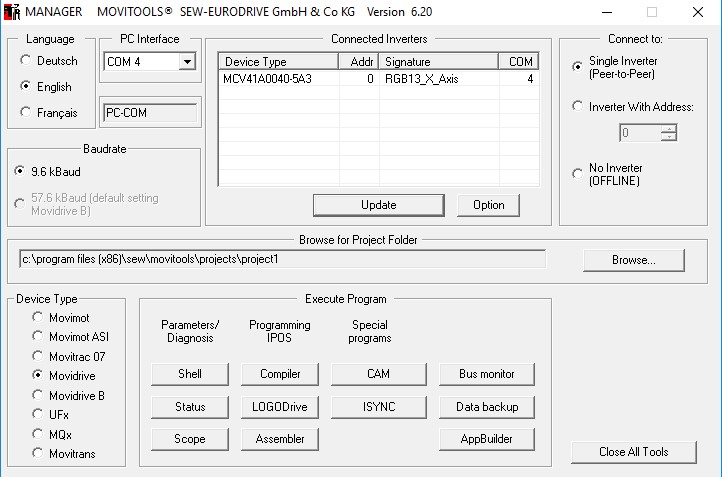
Zdjęcie1.6 Aplikacja MT Manager
Przebieg backupu:
- Podpinam się adapterem do Falownika (USB-RS232)
- Z list ‘Device Type’ wybieram ‘Movidrive’
- Z listy ‘Boundrate’ zaznaczam ’9.6 kBaud’
- Naciskam ‘Update’ i po chwili w polu ‘Connected Inverters’
- Wybieram Falownik z którym chcę się połączyć
- Po zaznaczeniu falownika, ‘Inverter with address’ oraz ‘address’ samoczynnie się ustawią.
- Teraz wybieram program ‘Shell’ z listy ‘Execute Program’
Dalej:
W programie Shell, w menu File wybieram ‘Copy Data’
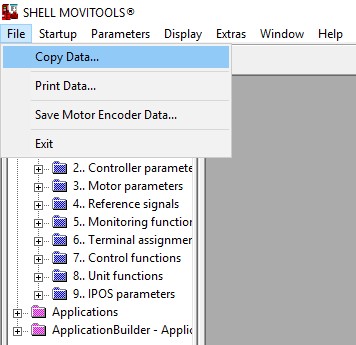
Zdjęcie 1.7 Kopiowanie danych z falownika
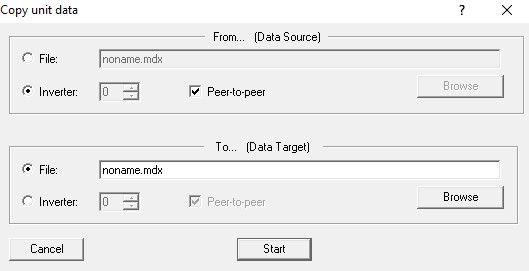
Zdjęcie 1.8 Kopiowanie danych z falownika
Po pojawieniu się okna ‘Copy unit data’
- Wybieram ‘Inverter’ jako źródło danych
- Wybieram ‘File’ jako cel danych
- Naciskam ‘Browse’ i zmieniam nazwę pliku i ścieżkę gdzie chce zapisać plik.
- Wybieram typ danych *.MDX
- Wreszcie naciskam ‘Start’
- Okno Progresu zamknie się automatycznie po zakończonym download
Koniec backupu. Poproszę o brawa 🙂
2 DEMONTAŻ STAREGO FALOWNIKA SEW MCV41A
Po sukcesie z backupem mogę zabrać się za demontaż falownika, posługując się kilkoma narzędziami (naprawdę nie trzeba wiele) i korzystając ze schematów elektrycznych, usuwam stary sprzęt ( Jerona ile to waży?)
Wypinam wtyczkę enkodera z X15 i wtyczkę PROFIBUS-DP z X30.
Zostawiam jedynie podpiętą listwę zaciskową jednostki sterującej – X10, ale o tym dlaczego tak zrobiłem napisze w następnym punkcie.
3 INSTALACJA NOWEGO FALOWNIKA SEW MDX61A
Instalacja nowego falownika MDX61A odbywa się bez większych przeszkód, ponieważ wielkość nowego falownika oraz wszystkie mocowania, otwory montażowe są identyczne jak w starym. Zaoszczędziło mi to dużo czasu!
Po ‘zawieszeniu’ nowego falownika i podpięciu modułu mocy i rezystora hamującego nadszedł czas na podpięcie jednostki sterującej X10 – i tu napotykam mała komplikacje gdyż nowy falownik różni się w tym miejscu. Po przejrzeniu dokumentacji musiałem zrobić małą modyfikacje w okablowaniu listwy zaciskowej jednostki sterującej. Do tego celu stworzyłem małą listę zmian połączenia X10 (Zdjęcie 2.0) która przyda się na przyszłość.
Na poniższym Zdjęciu 1.9 można zobaczyć zmiany w połączeniu, z lewej strony mamy X10 starego falownika a po prawej X10 i X13 nowego falownika.

Zdjęcie 1.9 Zmiany w połączeniu jednostki sterującej
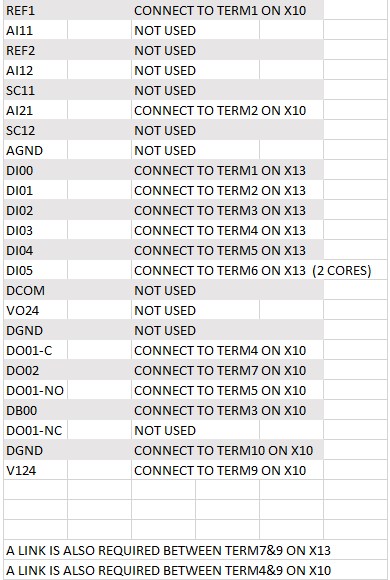
Zdjęcie 2.0 Lista referencyjna zmian w połączeniu jednostki sterującej.

Zdjęcie 2.1 X10 falownika MCV41A

Zdjęcie 2.2 X10 i X13 falownika MDX61A
Gdy już skończyłem z X10, podpiąłem wtyczkę PROFIBUS-DP do X30 a następnie wtyczkę enkodera do X15.
No i tu niespodzianka – stara w tyczka enkodera to 9-pinowa sub-D natomiast wtyczka a na nowym falowniku (X15) to wejście 15-pinowe sub-D.
Z pomocą przychodzi SEW, zaopatrzony w przejściówkę od SEW’a (Zdjęcie 2.1) mogę bezproblemowo połączyć enkoder do wejścia X15.

Zdjęcie 2.3 Kabel przejściowy SEW 817 629 9
4 WGRANIE PARAMETRÓW DO NOWEGO FALOWNIKA
I to by było na tyle z instalacją nowego falownika, ale to nie koniec roboty. Teraz czas na wgranie programu który wcześniej zasejwowałem ze starego falownika. Znów laptop i podpinam się do nowego SEW’a, tym razem nowym adapterem (USB-RS485). Odpalam MT Manager:
Zdjęcie 2.4 MT Manager
Tym Razem trochę inna konfiguracja:
- Podpinam się adapterem do Falownika (USB-RS485)
- Z list ‘Device Type’ wybieram ‘Movidrive B’
- Z listy ‘Boundrate’ zaznaczam ’57.6 kBaud’
- Naciskam ‘Update’ i po chwili w polu ‘Connected Inverters’
- Wybieram Falownik z którym chcę się połączyć
- Po zaznaczeniu falownika, ‘Inverter with address’ oraz ‘address’ samoczynnie się ustawią.
- Teraz wybieram program ‘Shell’ z listy ‘Execute Program’

Zdjęcie 2.5 Kopiowanie danych z pliku
Po pojawieniu się okna ‘Copy unit data’
- Wybieram ‘File’ jako źródło danych
- Wybieram ‘Inverter’ jako cel danych
- Naciskam ‘Browse’ i szukam pliku który wcześniej zapisałem
- Zmieniam typ danych na *.VDO*.MDX
- Wreszcie naciskam ‘Start’
- Okno Progresu zamknie się automatycznie po zakończonym download
Gotowe!
5 PROCEDURA STARTUP W SHELL MOVITOOLS
Po skończonym download program przypomina mi o konieczności wykonania procedury Startup, wiec niezwłocznie się za to zabieram. Będąc dalej w programie Shell naciskam ‘Startup’ i z menu wybieram ‘Startup’:
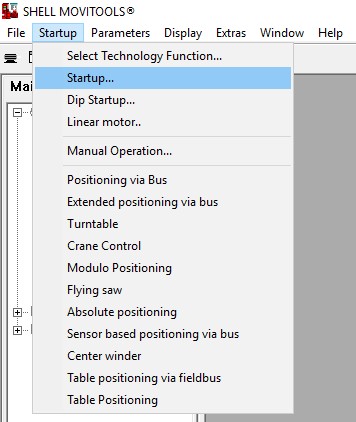
Zdjęcie 2.6 Startup w SHELL MOVITOOLS.
W tym wypadku nie będę się zagłębiał w opis tej procedury, gdyż z pewnością nie jest to nic wymagającego opisywania. Po zakończonej procedurze program wykonał update parametrów zatwierdzonych w Startapie.
No i tyle by było tego wszystkiego w tym miejscu – zwijam narzędzia i laptopa i śmigam „na dół’.

Zdjęcie 2.7 Nowe falowniki MDX61A na swoim miejscu.
Nie wiem czy zauważyłeś ale zmieniłem oba falowniki (X i Y) – What a Rebel!
Teraz czas uruchomić program STEP 7.
6 ZMIANA PLIKU GSD W KONFIGURACJI SPRZĘTOWEJ PLC
Po całej tej pracy niezbędna jest ingerencja falownika i sterownika PLC pod względem komunikacji PROFIBUS. W tym przypadku konieczna jest zamiana pliku GSD (General Station Description) w konfiguracji sprzętowej sterownika PLC S7 Siemens.
Tym razem podpinam laptopa na ‘dole’ w innym panelu do sterownika PLC Siemens S7-300 używając adaptera USB tego samego producenta i otwieram soft SIMATIC Manager.
Tworze nowy Projekt dla mojej maszyny i robię upload stacji do mojego PG (laptopa)
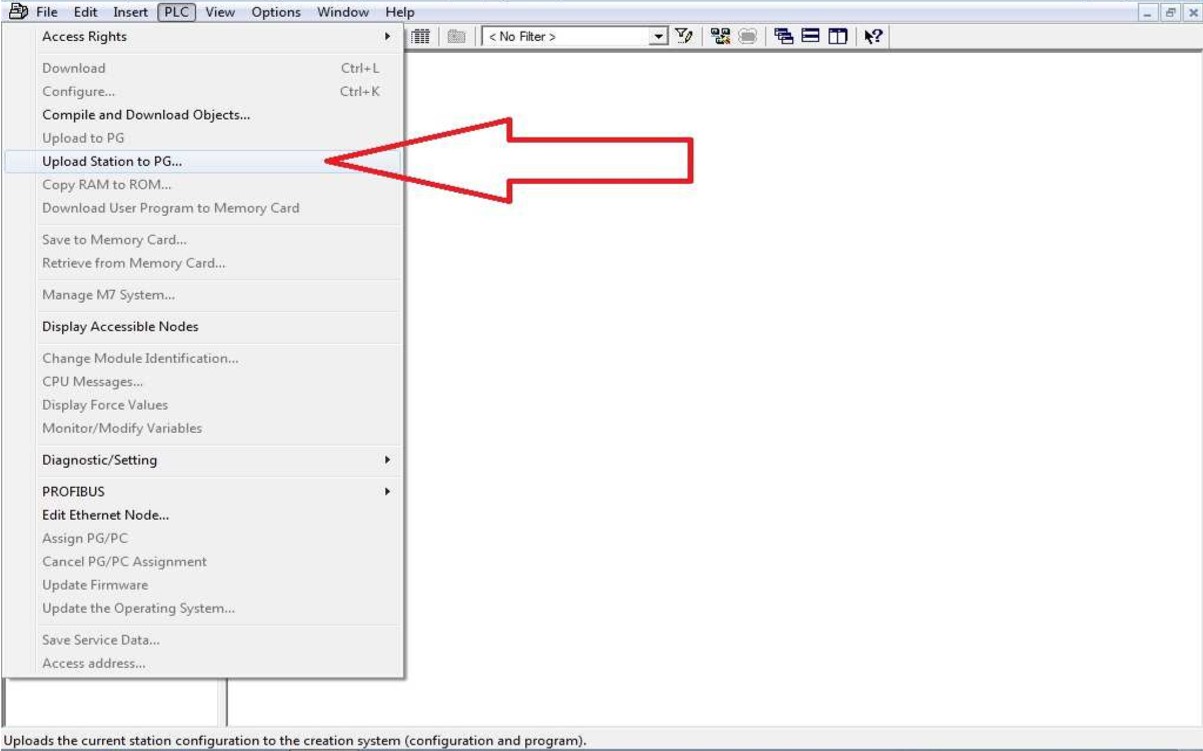
Zdjęcie 2.8 Upload Station to PG
Następnie w konfiguracji sprzętowej odnalazłem stary falownik ( adres 10) i zapisałem wszystkie potrzebne dane, które będę musiał wprowadzić do nowego pliku GSD ( Adres Diagnostyczny, Adres PROFIBUS, Adresy wszystkich wejść i wyjść) – Zdjęcie 2.9

Zdjęcie 2.9 Bieżąca konfiguracja HW Config w Simatic Menager
Po tym usunąłem bieżący plik GSD starego falownika. Zabrałem się za znalezienie nowego pliku dla falownika MDX61A. Udałem się zatem na stronę producenta – ściągnąłem prawidłowy plik i zainstalowałem go w oprogramowaniu STEP 7. Teraz wystarczy go odszukać w bibliotece i wrzucić go na linie profibus master.- Patrz Zdjęcie 3.0
Następnie wprowadzić odpowiednią konfiguracje w jakiej jest kontrolowany mój sterownik (Param + 10PD, 4+10words) a następnie wszystkie dane zapisane wcześniej. – Zdjęcie 3.1
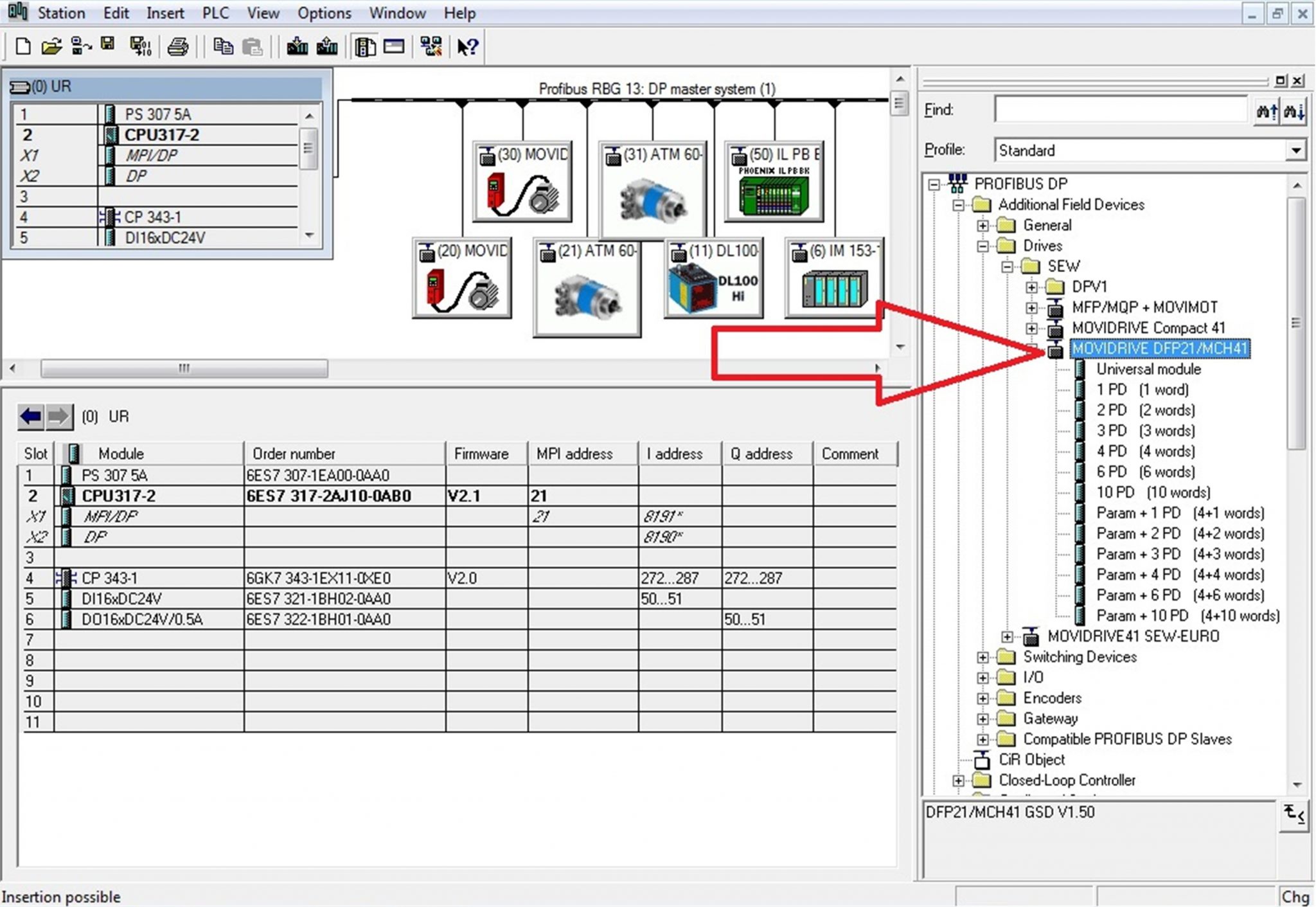
Zdjęcie 3.0 Nowy plik GSD dla falownika MDX61A
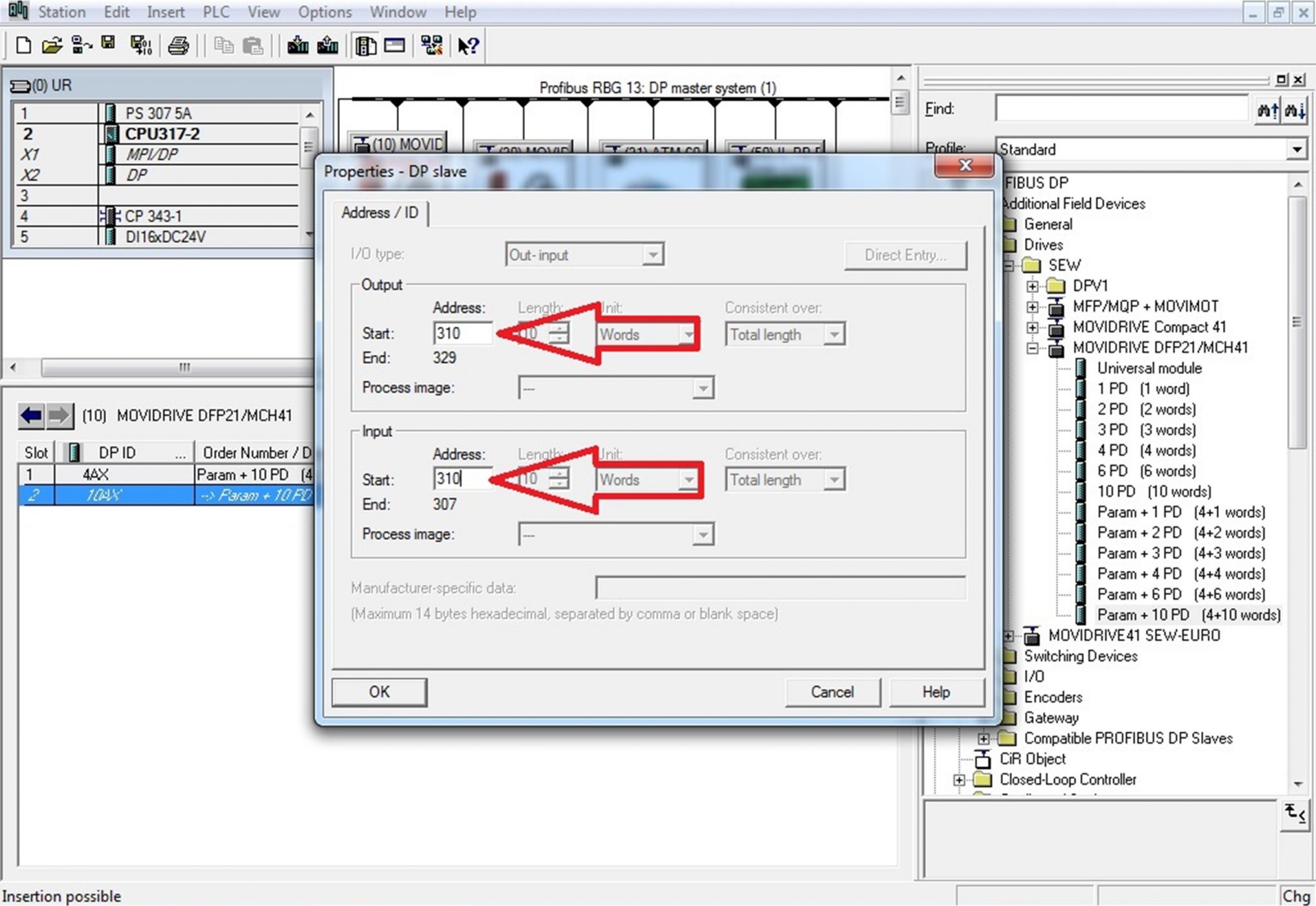
Zdjęcie 3.1 Wprowadzanie parametrów komunikacji DP slave falownika
Wszystko poszło gładko, więc zapisujemy projekt, kompilujemy i sru download do sterownika.
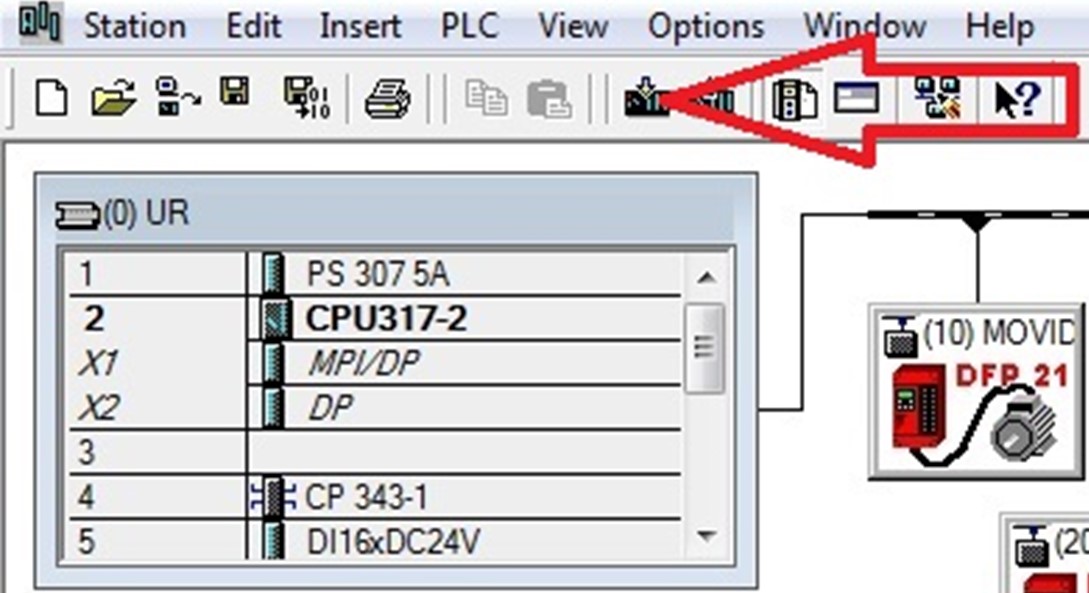
Zdjęcie 3.2 Download nowej konfiguracji sprzętowej.
No i pięknie, wszystkie straszne czerwone diody pogasły na sterowniku – uff.
Uruchomienie
Teraz można zacząć testować maszynę w manualu (sterowanie ręczne) – nie będę Cię już dłużej trzymał w niepewności! Wszystko poszło gładko bez powikłań – jak zauważyłeś wcześniej drogi czytelniku, na zdjęciu 2.7 widać dwa nowe falowniki – tak to ja „Rebeliant” zmieniłem dwa za jednym razem.
Po udanych testach w manualu można było puścić windę w sterowanie automatyczne. Robota na dziś skończona!
Wszystkie czynności opisałem w sporych skrótach, ale i tak powinno to wystarczyć jeśli zabierasz się za podobną modernizację. Jeśli masz jakieś pytania to napisz je w komentarzu niżej.
Pozdrawiam i miejmy nadzieję do następnego – ale to już od Was zależy 🙂
