





Artykuł z serii: Relacje ze szkoleń inżynierskich
Cześć! W połowie lutego 2018 miałem przyjemność uczestniczyć w szkoleniu zorganizowanym przez EMT-Systems. Szkolenie to obejmowało programowanie sterowników Siemens S7-1200 na poziomie zaawansowanym. Tak się złożyło, że w tym samym czasie szkolili się chłopaki z iAutomatyka.pl i poprosili abym napisał krótką relację z tego wydarzenia. Czemu nie 🙂
Była to moja pierwsza wizyta w EMT-Systems, więc mimo wielu opinii w Internecie nie do końca byłem pewien czego mam się spodziewać. Pierwsze wrażenie? Trafiłem do raju… Ledwo moja noga przekroczyła próg drzwi, a już moim oczom ukazał się robot FANUC, który z gracją przekładał z miejsca na miejsce małe klocuszki 😉
Każda sala jest naprawdę dobrze wyposażona. Stanowiska dla kursantów są dobrze przemyślane i wyposażone we wszystko to co potrzebne do przeprowadzania ciekawych szkoleń. W pełni zaszklonym pomieszczeniu znajdowały się cztery kolejne roboty, ale tym razem już wszystkie marki KUKA. Największą niespodzianką było oczywiście spotkanie przy jednym z nich Marcina i Rafała z iAutomatyka.pl, którzy również napisali relacje ze swojego szkolenia. Jeszcze jej nie widziałeś? To zapraszam TUTAJ.

Podziwianie wszystkich stanowisk tak mnie wciągnęło, że ani się obejrzałem, a już wybiła godzina rozpoczęcia się kursu. Zgodnie ze wskazówkami otrzymanymi zaraz po wejściu do budynku, udaliśmy się do wyznaczonej nam sali.

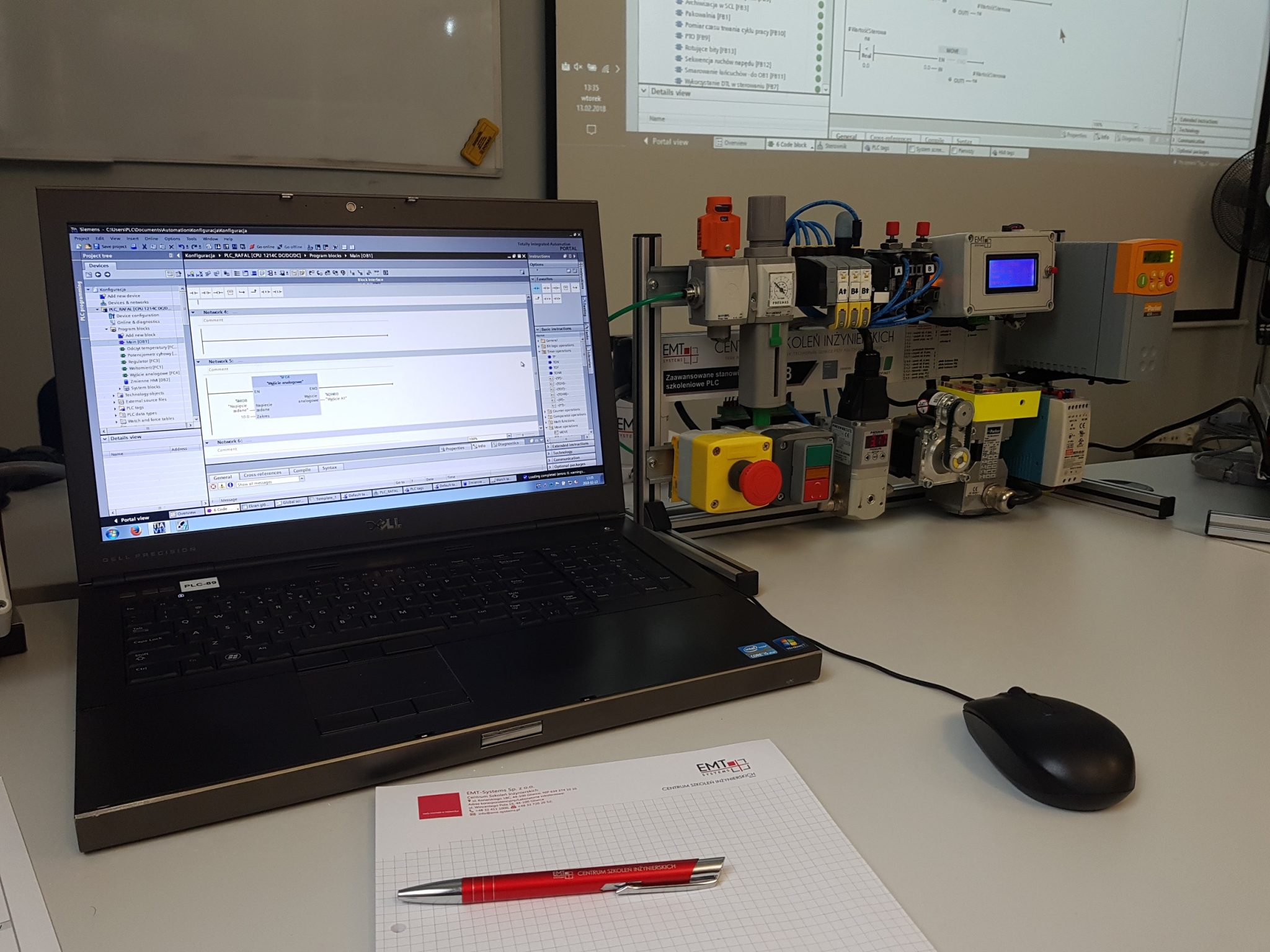
Każdy kursant miał do dyspozycji własne stanowisko. Na każdym znajdował się laptop z oprogramowaniem TIA Portal w wersji V13, sterownik S7-1200 1214C oraz panel HMI KTP700 Basic color PN.

Każde stanowisko dysponowało także „symulatorem”, którego konstrukcja pozwoliła wykorzystać go na wiele różnych sposobów. Do dyspozycji mieliśmy małą wyspę zaworową z podłączonymi dwoma siłownikami, silnik krokowy wraz z enkoderem, falownik, małą żarówkę, oraz czujnik temperatury. Czego chcieć więcej?

Dzień 1 – Wprowadzenie
Pierwszy dzień był pewnego rodzaju wstępem do reszty kursu. Na poziomie zaawansowanym wprowadzani jesteśmy do konfiguracji sterownika oraz poznajemy wszystkie jego funkcje usprawniające naszą pracę. Na samym początku przypominamy sobie jak utworzyć nowy projekt. Dodajemy do niego nasz sterownik oraz próbujemy wgrać i ściągnąć z niego program. Może i są to podstawy, ale weźcie pod uwagę, że nie każdy pracuje na co dzień z daną rodziną sterowników. Po pewnym czasie wszystko może wylecieć z głowy, więc dobrze, że na kursie przypominane są nawet takie podstawy.
Prowadzący przeprowadził nas przez wszystkie dostępne opcje konfiguracji sterownika. Wszystkie te opcje będziemy wykorzystywać w praktyce, podczas kolejnych dni kursu. Jest ich bowiem tak wiele, że nie dałoby się opisać szerzej wszystkich, wciągu tylko jednego dnia kursu. Powiem szczerze, że dla osób takich jak ja, czyli mających na co dzień styczność z tym sterownikiem może to być najnudniejszy dzień szkolenia. Jednak nawet przy takich podstawach znalazło się wiele niuansów i ciekawostek o których wcześniej nie miałem pojęcia, a które na pewno usprawnią moją pracę z oprogramowaniem TIA Portal oraz zapobiegną popełnieniu wielu błędów.
Na sam koniec dnia udało nam się dodać do projektu panel HMI, oraz poznaliśmy jego podstawowe funkcjonalności. Panel ten towarzyszył nam praktycznie przez cały okres szkolenia. Był on idealnym narzędziem do prezentowania obliczanych wartości, oraz wprowadzania danych do sterownika.
Dzień 2 – Rozwiązujemy pierwsze zadania i problemy
Dzień drugi, to już intensywna praca ze sterownikiem. Każda poznana funkcjonalność była od razu testowana na naszym stanowisku. Poznaliśmy jak tworzyć oraz używać funkcji, bloków funkcyjnych oraz bloków danych. Dowiedzieliśmy się jak zbudowana jest pamięć w sterowniku S7-1200, oraz jak „dobrać się” do poszczególnych komórek i bitów naszej pamięci. Wszystko to pozwoliło na właściwe rozpoczęcie kursu.
Na pierwszy ogień poszły wszystkie dostępne Timer’y oraz praktyczne ich wykorzystanie. Prowadzący opisywał każdy z nich by następnie dać nam proste do wykonania zadania. Co podobało mi się najbardziej? To, że wszystkie zadania, które dostawaliśmy były „z życia wzięte”. Z każdym takim problemem/zadaniem możemy się spotkać w pracy automatyka.
Kolejnym etapem była konfiguracja i praktyczne wykorzystanie wejść i wyjść analogowych. Stworzone zostały funkcje skalowania odczytanych wartości, które wykorzystywaliśmy jeszcze przez kolejne dni kursu.
Archiwizacja danych odczytanych z wejścia analogowego, pomiar temperatury oraz zadawanie prędkości silnika podpiętego pod falownik – to wszystko mogliśmy przećwiczyć w praktyce i jestem wręcz pewien, że każdy z uczestników jeszcze nie raz wykorzysta tę zdobytą wiedzę.
Koniec dnia to poznanie narzędzi takich jak Traces, Call structure oraz Cross reference, które służą do debugowania programu. Jest to kolejna umiejętność, którą powinien posiąść każdy programista PLC. Sprawdziliśmy gdzie można podejrzeć informacje zapisane w buforze diagnostycznym, gdzie sprawdzić czasy cykli naszego sterownika oraz gdzie sprawdzić poziom zapełnienia pamięci sterownika. Bufor diagnostyczny, to naprawdę przydatne narzędzie, które informuje nas o wszystkich zdarzeniach, które wystąpiły w sterowniku.
Przykład? Historia z życia – Była sobie pewna maszyna, która od pewnego czasu lubiła sama się resetować. Nikt nie potrafił stwierdzić co się dzieje, bo działo się to na tyle rzadko, że ciężko było zauważyć moment wyłączenia. Niestety problem się pogłębiał i maszyna coraz częściej robiła niespodzianki. Wtedy właśnie automatyk spróbował odczytać dane z bufora diagnostycznego. Jakim zaskoczeniem było, gdy okazało się, że w momencie wyłączenia, sterownik PLC na krótko przechodzi w stan STOP.
Wszystkiemu winny był potencjometr liniowy do pomiaru pozycji, który podpięty był pod jeden z kanałów analogowych. Częściowo uszkodzony kabel powodował zwarcia, które to zatrzymywały sterownik z powodu przekroczenia wartości napięcia na wejściu analogowym. Nawet nie chcę myśleć ile zajęłoby szukanie tego przetartego przewodu jeśli nie informacja z bufora diagnostycznego. Jak sami widzicie, taki kurs pozwala na przyswojenie bardzo przydatnej w naszej pracy wiedzy.
Dzień 3 – Zaawansowane funkcje S7-1200
Przerwania… To słowo towarzyszyło nam przez większość tego dnia. W S7-1200 mamy naprawdę spore możliwości wykorzystania i konfiguracji przerwań. I oczywiście wszystkie musieliśmy wykorzystać w praktyce! Są bowiem pewne zadania, które wykonać musimy w ściśle określonym czasie, lub które nie pozwalają nam zgubić choćby jednego zbocza na naszym wejściu – do wszystkich tych zadań użyjemy przerwań. Do współpracy z przerwaniami poznaliśmy także szybkie liczniki, których opcje konfiguracyjne również pozwalają na wiele. Gdzie możemy użyć takich funkcjonalności? Wszędzie! Zliczanie produktów na taśmie transportowej, mierzenie prędkości wałków przenoszących napęd, czy mierzenie odległości różnymi liniałami. Właśnie tam najczęściej zachodzi potrzeba wykorzystania przerwań i szybkich liczników sprzętowych.
Kolejnym zagadnieniem poruszanym tego dnia było wykorzystanie Motion Control w sterownikach S7-1200. Ze względu na możliwości, które oferuje ta technika, jest to naprawdę bardzo ciekawa część kursu. Co prawda są to podstawy wykorzystania tego systemu, ale ze względu na prostotę konfiguracji, po takim wstępie jesteśmy w stanie w pełni wykorzystać możliwości Motion Control. Niecała godzina wystarczy, by na naszym sterowniku uruchomić proste pozycjonowanie osi.
W jednej z przerw spotkała nas pewna niespodzianka. Oprowadzeni zostaliśmy po dwóch budynkach EMT-Systems. Co prawda nie wszędzie mogliśmy wejść ze względu na trwające tam właśnie zajęcia, ale i tak zobaczyliśmy dużo. Sprzęt szkoleniowy, którym dysponuje EMT-Systems robi duże wrażenie.
Dla mnie osobiście najciekawsze są oczywiście roboty przemysłowe, jednak laboratorium sieci przemysłowych też robi ogromne wrażenie. Stanowiska które przygotowane są pod te szkolenia dają duże pole do popisu dla prowadzących takie zajęcia.

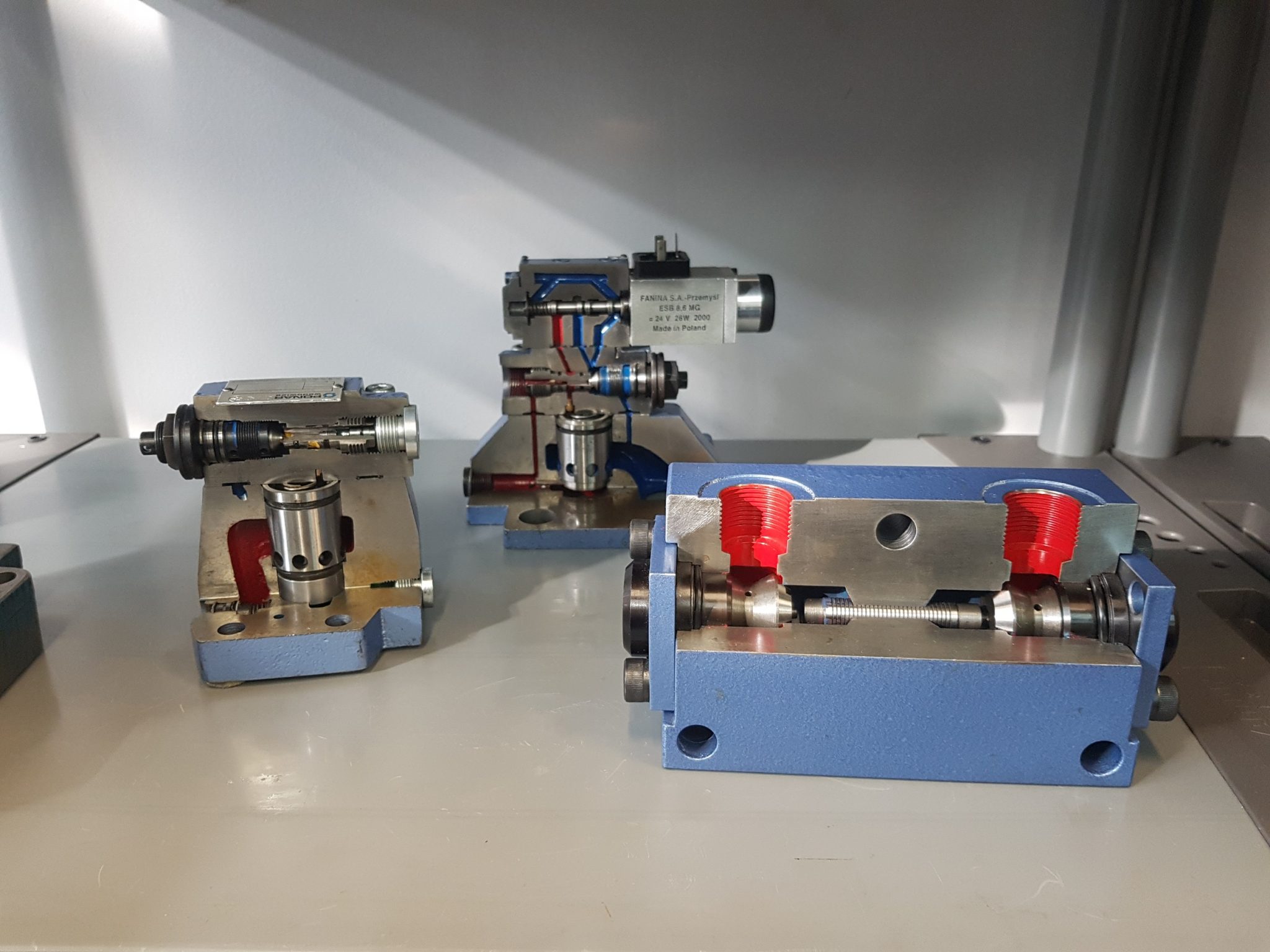
Najbardziej ubolewam nad tym, że ze względu na trwające właśnie szkolenie nie mogliśmy wejść do pomieszczenia techniki napędowej. Siemens SINAMICS S120, to jedne z napędów, które można poznać na kursach organizowanych przez EMT-Systems i które od dawna chodzą mi po głowie. Kolejnym etapem naszej wycieczki był drugi budynek w którym znajdują się stanowiska hydrauliki siłowej, a także maszyny do obróbki skrawaniem. Nie wiem gdzie jeszcze można obejrzeć różnego rodzaju zawory i inne elementy hydrauliki siłowej w takich przekrojach, ale w EMT-Systems można!

 Po tej małej wycieczce nie zostało już dużo czasu, więc zajęcia zakończyły się na poznaniu również przydatnych funkcji obrotu oraz przesuwania bitów. Uwierzycie, że poniższy efekt da się uzyskać jedynie prostą funkcją skalowania wejścia analogowego oraz tylko jednym blokiem obrotu bitów? Operacje na bitach w wielu przypadkach mogą być bardzo przydatne i ułatwiające pracę.
Po tej małej wycieczce nie zostało już dużo czasu, więc zajęcia zakończyły się na poznaniu również przydatnych funkcji obrotu oraz przesuwania bitów. Uwierzycie, że poniższy efekt da się uzyskać jedynie prostą funkcją skalowania wejścia analogowego oraz tylko jednym blokiem obrotu bitów? Operacje na bitach w wielu przypadkach mogą być bardzo przydatne i ułatwiające pracę.
Dzień 4 – Zaczynamy przygodę z SCL’em
Dzień rozpoczął się na poznaniu trochę prostszych rzeczy, bo omówiony został wbudowany w sterownik Web serwer. Muszę przyznać, że ma on sporo ciekawych opcji, ale jednak z drugiej strony trzeba uważać jak się z niego korzysta. Zła konfiguracja może spowodować, że przypadkowe osoby będą miały całkiem spory dostęp do naszego sterownika. Na koniec zrobiliśmy proste strony w HTML z poziomu których mogliśmy modyfikować zmienne w sterowniku. Najciekawszą opcją web serwera jest jednak możliwość podejrzenia bufora diagnostycznego. Dzięki temu nie potrzebujemy laptopa z oprogramowaniem TIA Portal, by zobaczyć co boli nasz sterownik
Kolejną częścią było poznanie różnych sposobów zabezpieczenia naszego kodu. Poznaliśmy w jaki sposób możemy zabronić dostępu przed odczytem i modyfikowaniem poszczególnych bloków i funkcji, w jaki sposób nie pozwolić na kopiowanie naszego kodu, lub też w jaki sposób ograniczyć dostęp do samego sterownika PLC.
Po tym „małym” wstępie nareszcie zaczynamy zabawę z SCL! Właśnie w tej części kursu pokładałem największe nadzieje. Czy się zawiodłem? Oczywiście, że nie! SCL, to język, którego nie miałem jeszcze okazji poznać i właśnie ten kurs miał to zmienić. Jak i przy poprzednich zagadnieniach, prowadzący i tym razem dokładnie opisał nam jakie zasady panują przy wykorzystaniu SCL’a oraz w jakich sytuacjach widać jego przewagę nad innymi językami. Oczywiście wszystko było poparte licznymi przykładami, które sami wykonywaliśmy na naszych stanowiskach.
Dzień 5 – Zaawansowane sposoby sterowania, czyli PID w praktyce
Na sam koniec prowadzący zaplanował dla nas omówienie regulatora PID. Znowu przeprowadziliśmy konfigurację naszego sterownika, by wykorzystać omówione narzędzie. Jego wykorzystanie rozważyliśmy w dwóch sytuacjach. W obydwu przypadkach mieliśmy za zadanie regulować temperaturę, jednak w pierwszym przypadku sterowaliśmy samą „grzałką”, a w drugim wykorzystywaliśmy także małą dmuchawę sterowaną falownikiem. Najdłużej zajęło nam oczywiście uruchomienie rzeczywistego układu i dobranie parametrów pracy dla regulatora. Pomijając naukę języka SCL, to właśnie z tej części kursu jestem najbardziej zadowolony. Regulatory PID można spotkać dosłownie wszędzie, więc warto wiedzieć jak je uruchomić na naszym sterowniku.
Ostatnią rzeczą było oczywiście odebranie certyfikatów potwierdzających uczestnictwo w kursie oraz otrzymanie prezentów od EMT-Systems. Kubeczek idealny do prac w warsztacie 😉

Podsumowanie
Czy jestem zadowolony ze szkolenia? Oczywiście, że tak! W pięć dni mogliśmy przyswoić porządną dawkę wiedzy. Mimo iż wiele z tych rzeczy już przerabiałem, to zawsze dowiadywałem się czegoś nowego. Widać w tym przypadku duże doświadczenie prowadzących. Po zakończeniu kursu otrzymujemy również potężnych rozmiarów podręcznik, który przedstawia wszystkie zagadnienia omawiane na szkoleniu.

Dużą zaletą tych szkoleń jest również wyposażenie stanowisk. Wszystko jest w nich przemyślane na tyle dobrze, że jesteśmy w stanie przetestować naprawdę wiele rozwiązań. Myślę, że każda osoba chętnie przygarnęłaby takie stanowisko do domu 😉 Osobiście jestem na tyle zadowolony z kursu i całej atmosfery panującej w tym miejscu, że chętnie będę tam wracał ponownie, a jest do czego, bo wachlarz kursów możliwych do wyboru jest ogromny.
Pozdrawiam,
Rafał Lelito