





Artykuł z serii: Podstawy urządzeń automatyki - Mitsubishi Electric
Nie do końca znasz zasady obsługi tak szeroko wykorzystywanych w przemyśle przetwornic częstotliwości czy inaczej mówiąc przemienników częstotliwości, falowników? A może po raz pierwszy masz do czynienia z tymi urządzeniami i nie wiesz jak zacząć? Myślę, że ta seria artykułów o przemiennikach częstotliwości serii FR-A800 firmy Mitsubishi Electric może Cię zainteresować i rozwiać pewne wątpliwości a zarazem wprowadzić w świat napędów elektrycznych.
Wprowadzenie
Jak zawsze najlepiej zacząć od podstaw. Mamy pudełko, a w środku urządzenie. Otwieramy je. Co to jest? Jeśli ukaże Ci się widok takiego urządzenia:

to wiedz, że masz do czynienia z przemiennikiem częstotliwości serii FR-A800 firmy Mitsubishi Electric. Wszelkie dalsze informacje dotyczą właśnie takiego przemiennika aczkolwiek w pewnym stopniu mogą mieć odwzorowanie w przemiennikach innych producentów.
Jeśli naprawdę wystąpiła taka sytuacja i uczysz się na rzeczywistych urządzeniach to pamiętaj o dokładnym zapoznaniu się z zasadami bezpieczeństwa i wszelkimi instrukcjami przeznaczonymi dla danego urządzenia! Jest to niezmiernie ważne dlatego, że dla przemienników częstotliwości operujemy prądami zagrażającymi życiu. Nasuwa się oczywista konkluzja – po co ryzykować.
Prezentowany falownik jest jednym z podstawowych modeli przetwornic tej serii. Urządzenia te cechują się wysokim poziomem bezpieczeństwa oraz łatwą konfiguracją i obsługą a wysoka kompatybilność z różnymi normami pozwala na współpracę z innymi urządzeniami. Dzięki wysokiej wydajności i funkcjonalności urządzenia te znajdują szerokie pole do ich zastosowania.
Dobór przemiennika i trybu pracy
Przejdźmy do rzeczy. Działanie przemiennika częstotliwości jest niemożliwe do zaobserwowania bez obiektu. Z definicji wręcz zadaniem falowników jest sterowanie silnikami elektrycznymi w sposób kontrolowany, na podstawie sygnałów zewnętrznych lub generowanych wewnątrz urządzenia.

Wejściowe sygnały zewnętrzne mogą być generowane przez potencjometry, przełączniki kierunku obrotów lub sterowniki PLC. Przez sygnały wewnętrzne rozumiana jest modulacja częstotliwości wyjściowej w oparciu o parametry funkcyjne nastawione na sterowniku czyli przykładowo łagodny rozruch silnika.

Jeśli martwisz się o kompatybilność silnika to tu również jest dobra wiadomość. Obsługiwane są silniki indukcyjne oraz silniki z magnesami trwałymi nie tylko firmy Mitsubishi ale także innych:
Tyle, że typ silnika to nie wszystko. Należy też dobrać jego moc. A może odwrotnie? Mamy obiekt wymagający silnika o danej mocy i do sterowania nim dobieramy odpowiednik przemiennik częstotliwości. Myślę, że to te podejście jest prawidłowe. Mając dany falownik możemy zidentyfikować jego parametry wprost z nazwy modelu:
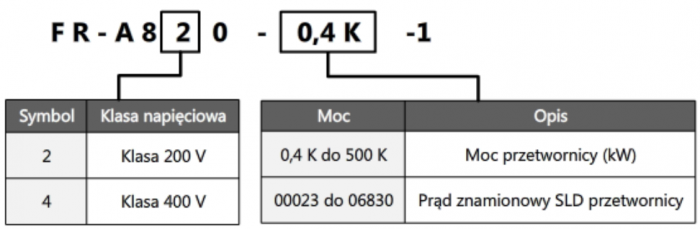
Jak widać najważniejszymi parametrami są klasa napięciowa oraz moc przetwornicy (prąd znamionowy SLD przetwornicy). Podczas doboru nie ma sensu wybierać droższego przemiennika o dużej mocy, który współpracować będzie z silnikiem małej mocy jednocześnie marnując energię elektryczną.
Znając już typ przemiennika i współpracującego silnika możemy przejść do konfiguracji samego przemiennika. Konfigurację rozpoczynamy od doboru trybu pracy. Jego wybór zależy od tego, jak chcemy sterować przemiennikiem. Za pomocą panelu na urządzeniu czy może na odległość zewnętrznymi przyciskami? A może i tak i tak? W każdym razie do uruchomienia wymaga on dwóch sygnałów wejściowych: sygnału uruchomienia i sygnału zadajnika częstotliwości. Sygnał uruchomienia może być rozumiany jako prosty przycisk START, STOP, LEWO czy PRAWO uruchamiający pracę silnika przez falownik. Drugi sygnał, zadajnika częstotliwości można tłumaczyć jako zadajnik prędkości obrotowej, końcowej silnika. W zależności od źródła pochodzenia tych dwóch sygnałów wyróżniane są cztery główne tryby pracy:
 Tryb PU jest trybem pracy manualnej gdzie sygnały wejściowe pochodzą bezpośrednio z panelu sterowania umieszczonego na falowniku. Tryb zewnętrzny oznacza pobór sygnałów z zewnętrznych urządzeń (przełączniki potencjometry). Takie rozwiązanie pozwala na umieszczenie panelu sterującego z dala od falownika zwiększając wygodę użytkowania. Tryb kombinacyjny zapewnia możliwość łączenia zalet obu wyżej wymienionych trybów pozwalając na dowolną implementację sterowania. Ostatni tryb NET (sieciowy) bazuje na sygnałach pochodzących z bardziej zaawansowanych urządzeń jak sterowniki PLC przesyłanych za pomocą np. sieci Ethernet.
Tryb PU jest trybem pracy manualnej gdzie sygnały wejściowe pochodzą bezpośrednio z panelu sterowania umieszczonego na falowniku. Tryb zewnętrzny oznacza pobór sygnałów z zewnętrznych urządzeń (przełączniki potencjometry). Takie rozwiązanie pozwala na umieszczenie panelu sterującego z dala od falownika zwiększając wygodę użytkowania. Tryb kombinacyjny zapewnia możliwość łączenia zalet obu wyżej wymienionych trybów pozwalając na dowolną implementację sterowania. Ostatni tryb NET (sieciowy) bazuje na sygnałach pochodzących z bardziej zaawansowanych urządzeń jak sterowniki PLC przesyłanych za pomocą np. sieci Ethernet.
Montaż i okablowanie
Znając tryb pracy i wszystkie urządzenia wchodzące w skład obiektu można przystąpić do jego montażu i okablowania. I tu po raz kolejny: wszystkie operacje robimy na odłączonym zasilaniu, po co ryzykować? Safety First!!! Jeśli chodzi o przetwornicę to powinna być ona zamontowana zgodnie z zaleceniami producenta. Zazwyczaj jest to pozycja pionowa. W przestrzeniach zamkniętych może być wymagana dodatkowa wentylacja zapewniająca odpowiednie chłodzenie urządzeń.
Wszelkie przewody podłączamy do listw zaciskowych umieszczonych w przedniej dolnej części urządzenia pod pokrywą:
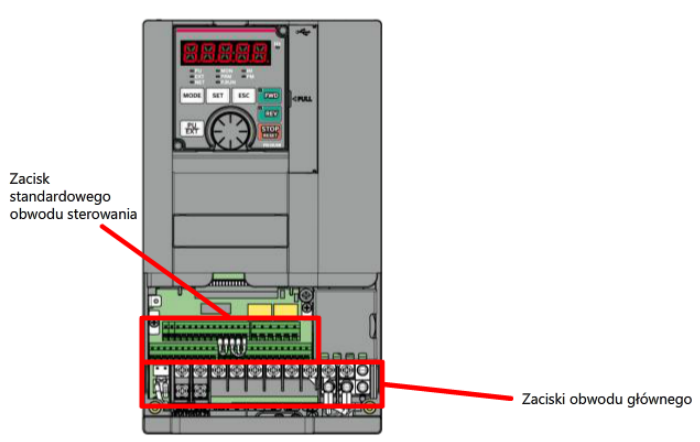
Listwa zaciskowa standardowego obwodu sterowania służy podłączeniu wszystkich zewnętrznych urządzeń sterujących lub sygnalizujących (wskaźniki analogowe). Do zacisków obwodu głównego podłączamy zasilanie sieci oraz wyjścia zasilające silnik elektryczny.
Ze względu na umieszczenie listwy obwodu głównego wygodniej jest zacząć od wykonania właśnie tych połączeń. Zasilanie z sieci podłączamy do zacisków R/L1, S/L2, T/L3 (rys. po lewej). Przewody podłączeniowe silnika podłączamy do zacisków U, V, W (rys. po prawej).
 Listwa obwodu sterowania zawiera większą liczbę złączy dlatego łatwiej o pomyłkę. Na szczęście wszystkie pola są podpisane. W zależności od wybranego trybu pracy możemy tu podłączyć potencjometr czy regulator prądowy albo przyciski umożliwiające sterowanie pracą przemiennika.
Listwa obwodu sterowania zawiera większą liczbę złączy dlatego łatwiej o pomyłkę. Na szczęście wszystkie pola są podpisane. W zależności od wybranego trybu pracy możemy tu podłączyć potencjometr czy regulator prądowy albo przyciski umożliwiające sterowanie pracą przemiennika.
-

- Przełącznik kierunku obrotów
-

- Przełącznik trzy poziomowej prędkości obrotowej
-

- Wejście prądowe 4-20 mA
-

- Wejście napięciowe 0-5 V
-

- Przełącznik wejścia prądowo – napięciowego
Przełączniki kierunku obrotów i trzy poziomowej prędkości obrotowej pozwalają na dyskretne sterowanie sygnałami zewnętrznymi. Należy jednak uważać gdyż np. jednoczesne użycie dwóch przycisków kierunków obrotów powoduje zatrzymanie pracy silnika. Oczywiście odpowiednie zabezpieczenia mogą nie dopuścić do takich sytuacji aczkolwiek należy mieć je na uwadze. Przełączniki prędkości obrotowej mogą współpracować z analogowymi wejściami prądowymi lub napięciowymi przy czym wejścia przełącznikowe mają większy priorytet. Korzystając z sygnałów analogowych należy odpowiednio ustawić przełącznik wejścia prądowo – napięciowego. Dla wejść prądowych odpowiadający przełącznik należy ustawić w górnej pozycji, dla napięciowych w dolnej. Jeśli mówimy już o wejściowych sygnałach analogowych to warto wspomnieć, że domyślnie ustawiona jest wartość 4 mA (0 V) dla wyłączenia silnika (0 Hz) i 20 mA (5 V) dla prędkości maksymalnej (60 Hz). Jednak wartość częstotliwości maksymalnej może zostać zmieniona dzięki wbudowanym parametrom przemiennika. Do tego jeszcze wrócimy.
Panel operatorski
Konfigurując falownik w nowo utworzonym obiekcie pierwsze ustawienia prawie zawsze wprowadzamy za pomocą panelu operatorskiego. Mimo niepozornego wyglądu ten pulpit może dawać naprawdę duże możliwości, wystarczy nauczyć się jego obsługi. Znaczenie i umiejscowienie na panelu poszczególnych przycisków dla przetwornic serii FR-800 można odczytać z rysunku poniżej:

Zasada działania panelu można powiedzieć, że jest tradycyjna. Diody i wyświetlacz pokazują w jakim stanie w danej chwili jest urządzenie. Przyciski pozwalają na interakcję operatora z urządzeniem. Podstawy obsługi panelu doskonale pokazuje schemat umieszczony poniżej. Jeśli masz możliwość, zapoznaj się z nim na rzeczywistym urządzeniu, sucha teoria to nie wszystko.
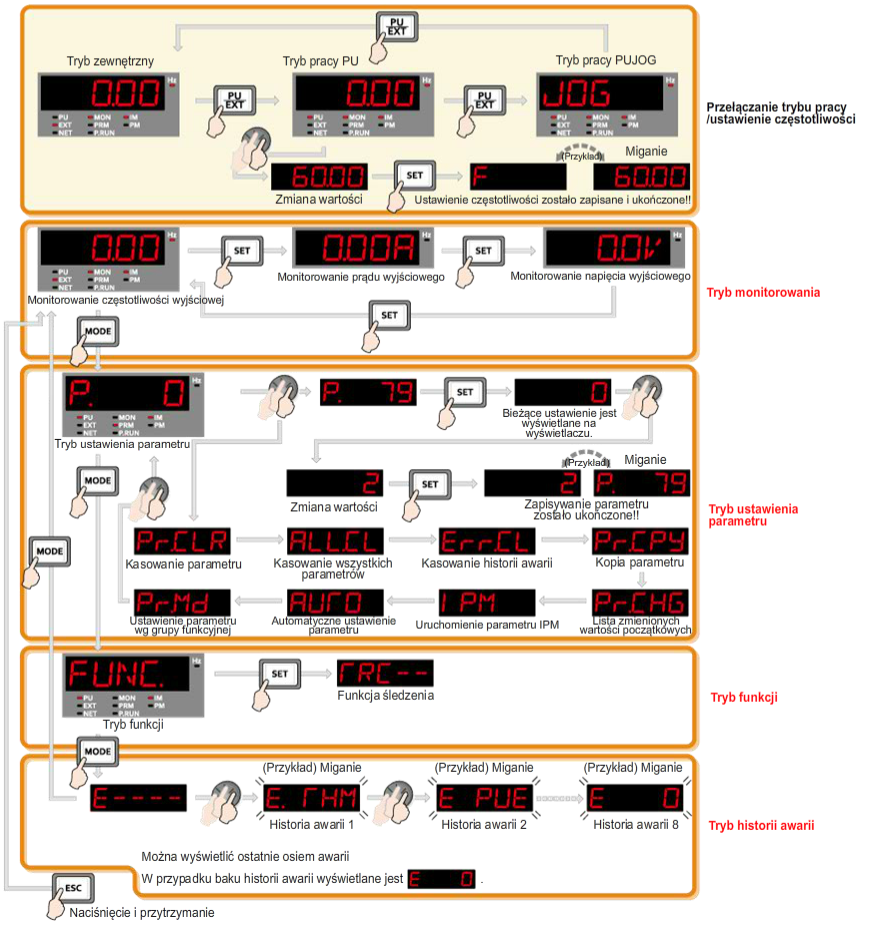
Znając podstawy obsługi panelu możemy zagłębić się bardziej w ustawianie parametrów pracy przemiennika częstotliwości. Wprowadzanie parametrów jest możliwe w trybie manualnym (PU). Zatem najpierw należy przejść do tego trybu, a następnie za pomocą przycisku MODE uruchomić tryb ustawiania parametru. Przemienniki serii FR-A800 udostępniają dwie metody wyświetlania parametrów: według grupy funkcyjnej lub według numeru parametru.

Można dowolnie przełączać pomiędzy tymi trybami. Do zmiany modelu wyświetlania służy parametr „Pr.Md”, standardowo aktywny jest model wyświetlania według numeru parametru.
Podstawowe parametry pracy
Często podczas konfiguracji przetwornicy zmieniane są parametry częstotliwości maksymalnej, górnego i dolnego limitu częstotliwości wyjściowej oraz czasów przyśpieszania i hamowania silnika. Dlatego warto choć pokrótce opisać kolejne czynności w celu ich ustawienia:
- Ustawienie częstotliwości maksymalnej: przechodzimy w tryb manualny (przycisk PU/EXT) -> uruchamiamy tryb ustawiania parametru (przycisk MODE) -> wybieramy parametr P.T022 (Pr.125) (pokrętło) -> zatwierdzamy wybór (przycisk SET) -> wybieramy pożądaną wartość częstotliwości maksymalnej (pokrętło) -> zatwierdzamy wybór (przycisk SET) -> miganie wyświetlacza potwierdza poprawne wprowadzenie parametru
- Ustawienie częstotliwości minimalnej / maksymalnej: przechodzimy w tryb manualny (przycisk PU/EXT) -> uruchamiamy tryb ustawiania parametru (przycisk MODE) -> wybieramy parametr P.H400 (Pr.1) / P.H401 (Pr.2) (pokrętło) -> zatwierdzamy wybór (przycisk SET) -> wybieramy pożądaną wartość częstotliwości minimalnej / maksymalnej (pokrętło) -> zatwierdzamy wybór (przycisk SET) -> miganie wyświetlacza potwierdza poprawne wprowadzenie parametru
- Ustawienie częstotliwości minimalnej / maksymalnej: przechodzimy w tryb manualny (przycisk PU/EXT) -> uruchamiamy tryb ustawiania parametru (przycisk MODE) -> wybieramy parametr P.F010 (Pr.7) / P.F011 (Pr.8) (pokrętło) -> zatwierdzamy wybór (przycisk SET) -> wybieramy pożądaną wartość częstotliwości minimalnej / maksymalnej (pokrętło) -> zatwierdzamy wybór (przycisk SET) -> miganie wyświetlacza potwierdza poprawne wprowadzenie parametru
Jeśli ustawiałeś wartości parametrów i akurat zapomnisz, które parametry zmieniłeś to z pomocą ponownie przyjdzie Ci oprogramowanie przemiennika. Zawiera ono w swojej pamięci listę parametrów o zmienionych wartościach początkowych. Pozwala to w łatwy sposób zidentyfikować, który parametr został zmieniony. Jeśli ta opcja wyszukiwania nie pomoże, należy zresetować wartości wszystkich parametrów do domyślnych. OSTRZEŻENIE: urządzenie nie przechowuje kopi zapasowej ustawień parametrów. Po skasowaniu poprzednie ustawienia parametrów nie mogą zostać przywrócone! Jednak istnieje opcja zapisu konfiguracji za pomocą programu „FR Configurator2” lub na pamięci USB
Reagowanie na błędy podczas działania
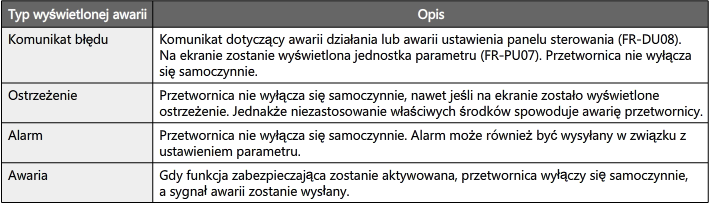
W przypadku wystąpienia awarii przetwornicy wysyła ona na panel sterowania komunikat błędu. W zależności od rodzaju usterki komunikat przyporządkowany jest do jednej z czterech kategorii: błąd, ostrzeżenie, alarm i awaria. Różne typy usterek wiążą się z różnymi konsekwencjami dotyczącymi pracy urządzenia:
Weźmy za przykład sytuację aktywowania funkcji zabezpieczającej, która spowodowała samoczynne wyłączenie się przetwornicy. Zresetowanie przetwornicy możliwe jest na różne sposoby. Najłatwiejszym jest po prostu wyłączenie zasilania urządzenia i ponownym jego włączeniu. Taki sam efekt uzyskamy przyciskiem STOP/RESET na panelu sterowania lub przez podanie sygnału na wejście RES na dłużej niż 0,1 s za pomocą np. zewnętrznego przycisku. Urządzenie udostępnia również historię ośmiu ostatnich awarii co pozwala na sprawdzenie kiedy i w jakich warunkach ona wystąpiła.
Może zdarzyć się sytuacja, w której przetwornica nie zwraca żadnych sygnałów błędów czy awarii, a występowanie nieprawidłowości obserwujemy na podstawie podłączonego silnika. W takim przypadku w celu podjęcia działań naprawczych możemy sugerować się objawami danego zdarzenia:
-

- Silnik nie uruchamia się
-

- Silnik nadmiernie się nagrzewa
-

- Silnik obraca się w przeciwnym kierunku
-

- Wartość prędkości znacznie odbiega od wartości ustawionej
Jak widać, nie należy całkowicie polegać na systemach diagnostyki wbudowanych w przetworniki częstotliwości. Czasami nic nie zastąpi prostej analizy organoleptycznej obiektu. Występowanie pomyłek w postaci złych podłączeń okablowania zdarza się najlepszym i jest rzeczą ludzką dlatego nie należy się tym przejmować a jedynie wyciągać wnioski i uczyć się na tych błędach.
BONUS
Jeśli dotarłeś do końca tego artykułu to mam dla Ciebie niespodziankę. Firma Mitsubishi Electric udostępnia na swojej platformie e-learningowej kursy umożliwiające zapoznanie się z ich produktami. W kursie dotyczącym podstaw przemienników częstotliwości serii FR-A800 znajduje się namiastka symulatora pozwalająca na zapoznanie z obsługą panelu operatorskiego przy wprowadzaniu podstawowych parametrów czy obsługi wybranych funkcji.
 Chcesz je przećwiczyć? Wystarczy, że pobierzesz wersję flash i odnajdziesz interesujące Cię zagadnienie:
Chcesz je przećwiczyć? Wystarczy, że pobierzesz wersję flash i odnajdziesz interesujące Cię zagadnienie:
Podstawowy kurs obsługi przemienników częstotliwości FR-A800
Na końcu tej części kursu znajduje się test wyboru, który umożliwi Ci sprawdzenie swojej wiedzy na temat przetwornic częstotliwości serii FR-A800 firmy Mitsubishi Electric. Powodzenia!
A może chcesz dowiedzieć się czegoś więcej o innych przemiennikach firmy Mitsubishi Electric a mianowicie serii FR-E700?? Jeśli tak ten kurs wideo jest stworzony specjalnie dla Ciebie:
Kurs o przemiennikach czestotliwosci Mitsubishi Electric.
| Artykuł powstał we współpracy z: Mitsubishi Electric – Oddział w Polsce. Firma Mitsubishi Electric posiada 90 lat doświadczenia w zakresie dostarczania niezawodnych, wysokiej jakości innowacyjnych produktów w dziedzinie automatyki przemysłowej, produkcji, marketingu i sprzedaży urządzeń elektrycznych i elektronicznych. Programowalne sterowniki PLC, rozwiązania napędowe, roboty przemysłowe, panele dotykowe, wycinarki laserowe i sterownie CNC firmy Mitsubishi Electric zaliczają się do produktów najwydajniejszych na rynku i gwarantują sukcesy firmy już od ponad 30 lat. |
